Технічне нормування праці - це процес встановлення норм витрат робочого часу в конкретних організаційно-технічних умовах виробництва.
Норма часу – час, відведений на виробництво одиниці продукції чи виконання визначеної роботи (у годинах, хвилинах тощо).
Норма виробітку - кількість продукції, яка повинна бути виготовлена робітником за одиницю часу.
Норма обслуговування - це кількість одиниць устаткування, виробничих площ тощо, обслуговуваних одним чи групою робітників.
Норма часу обслуговування - це необхідний час на обслуговування одиниці устаткування протягом визначеного календарного періоду (однієї зміни, місяця тощо).
Норма чисельності - це кількість працівників, установлена для обслуговування об'єкта чи виконання визначеного обсягу робіт.
Норми витрат праці можуть встановлюватися на операцію, виріб, роботу, комплекс робіт. Вони розрізняються за періодами і сферами дії, за методом встановлення, за ступенем укрупнення, за способом визначення тощо.
Узагальнена класифікація норм витрат праці наведена на рис. 4.3.
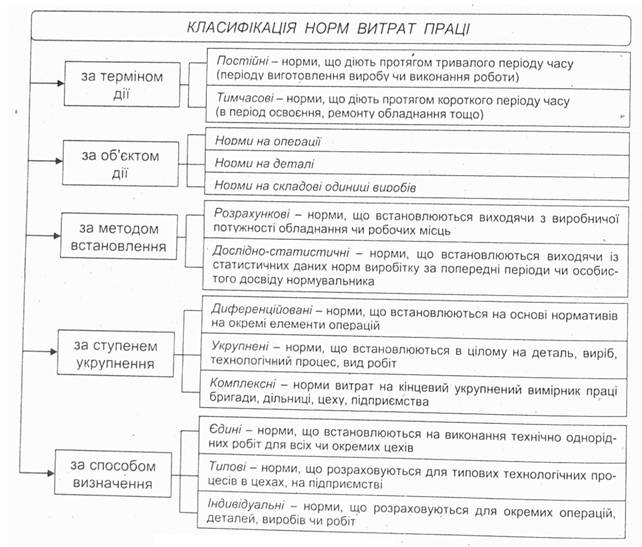
Рис. 4.3. Класифікація норм витрат праці
Робочий час, який витрачається на конкретному робочому місці, поділяється на:
- нормований час;
- ненормований час.
Нормований час - це передбачуваний час, необхідний для виконання конкретної операції, роботи.
Ненормований час - це час, який виникає внаслідок різних технічних і організаційних неполадок і не входить до норм праці.
Нормований час підрозділяється на:
- підготовчо-заключний час (tпз);
- основний час (tocн);
- допоміжний час (tдоп);
- час організаційного обслуговування робочого місця (tорг);
- час технічного обслуговування робочого місця (tтex);
- час для відпочинку і природних потреб (tвідп).
Приклад структури нормованого часу на виконання робіт наведений на рис. 4.4.
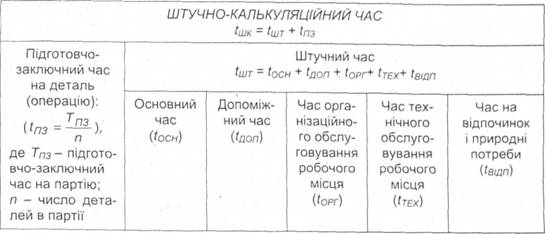
Рис. 4.4. Структура штучно-калькуляційного часу
Підготовчо-заключний час (tпз) витрачається робітником на виконання таких робіт:
- одержання й ознайомлення з технічною документацією (креслення, технічні умови, опис технологічного процесу тощо);
- підготовка устаткування (налагодження, переналагодження), інструменту, устаткування, вимірників тощо;
- дії, пов'язані із закінченням обробки деталей, виробів тощо. Підготовчо-заключний час формується на всю партію деталей (виробів) і не залежить від її величини.
Разом з тим слід зауважити, що у масовому виробництві підготовчо-заключний час відсутній, тому що деталі (вироби) обробляються постійно протягом усього терміну їх виготовлення.
Основний час (tосн) - час, протягом якого безпосередньо здійснюється технологічний процес (змінюється форма, розміри, фізико-хімічні властивості деталі чи виробу). Він може бути:
- ручним;
- машинно-ручним;
- машинно-автоматичним;
- апаратним.
Допоміжний час (tдоп) витрачається на виконання окремих елементів роботи:
- встановлення та зняття деталі (виробу);
- закріплення і відкріплення деталі (виробу);
- вимірювання зразків;
- підведення і відведення інструментів;
- включення і вимкнення устаткування.
В умовах масового і серійного виробництв, коли застосовуються групові методи обробки чи відбуваються апаратні технологічні процеси (термічні, гальванічні тощо), основний і допоміжний час встановлюється на партію, що залежить від пропускної спроможності устаткування. Час-на одну деталь при цьому можна визначити за формулами (4.1-4.2):

Де Тзаг.осн, Тзаг.доп - відповідно загальний основний і допоміжний час на виготовлення партії деталей (виробів); п - число деталей (виробів) у партії продукції.
Час організаційного обслуговування робочого місця (topг) - час на прибирання відходів на робочому місці, на одержання і здачу інструментів, вимірювачів, приладів, приймання робочого місця протягом зміни.
Час технічного обслуговування робочого місця (tтех) - час змащення, налагодження, заміни інструменту, який було ушкоджено протягом зміни.
Час на відпочинок і природні (особисті) потреби tвідп) - час, який встановлюється для підтримки працездатності робітника протягом зміни.
Відповідно до наведеної класифікації витрат робочого часу встановлюється його структура (рис. 4.4) і здійснюється розрахунок технічно обґрунтованої норми часу.
Норма штучного часу (tшт) застосовується в умовах масового виробництва і обчислюється за формулою (4.3):

Час відпочинку (tвідп) та час на організаційне (tорг) і технічне (tтех) обслуговування зазвичай встановлюються у відсотках до оперативного часу виробництва (tоп), який в свою чергу складається з основного (tосн) і допоміжного (tдоп) часу. В такому разі штучний час стає можливим визначити за формулою (4.4):

Де kорг, kтех, kвідп - коефіцієнти відповідно на організаційне, технічне обслуговування, а також на відпочинок і природні потреби.
Норма штучно-калькуляційного часу (tшт) застосовується в серійному виробництві, де встановлюється досить значний коефіцієнт на підготовчо-заключний час. Вона визначається за формулою (4.5):
чи для партії деталей (виробів) за формулою (4.6):
де n - кількість деталей (виробів) у партії.
У виробництві з неминучими технологічними втратами норма штучного часу встановлюється з урахуванням виходу придатних деталей 0ШТПр) за формулою (4.7):
де kв - коефіцієнт виходу придатних деталей (виробів), який розраховується за формулою (4.8):

При обробці деталей (виробів) на автоматичному устаткуванні (на установках, термічних агрегатах, стендах) основний час визначається на підставі паспортних даних устаткування чи розрахунків його продуктивності.
Так, наприклад, при обробці деталей на агрегаті прохідного типу, норма основного часу визначається в такій послідовності:
1. Здійснюється розрахунок пропускної спроможності агрегату за формулами (4.9-4.11):


де Nзм - пропускна спроможність агрегату (шт. на зміну);
Теф - змінний фонд робочого часу агрегату (хвилин);
n - кількість деталей на піддоні (штук); г- такт виходу одного піддона з печі (хвилин);
ln - довжина піддона (см);
v - швидкість руху стрічки конвеєра агрегату (см/ хвилину);
Тзм - тривалість зміни (хвилин);
tx - час холостого ходу агрегату (хвилин); ,
tз - час завантаження печі піддонами (повне заповнення конвеєра) (хвилин).
2. Основний час розраховується за формулою (4.12):
Формули для розрахунку пропускної спроможності різного устаткування залежать від особливостей виконання робіт на ньому.
Допоміжний час, час на організаційно-технічне обслуговування робочого місця і час на відпочинок і природні потреби розраховується за встановленими раніше нормативами, а потім уточнюється згідно з фактичними витратами під час здійснення технологічного процесу.
При багатоверстатному обслуговуванні устаткування, не пов'язаного із загальним ритмом роботи, технічно обґрунтована норма часу (tшт) може бути розрахована за формулою (4.13):

де Топ - оперативний час на одному верстаті (хвилин);
m - кількість верстатів, що обслуговуються одним робітником;
kс - коефіцієнт одночасного збігу обслуговування декількох верстатів (зазвичай він дорівнює 1,1-1,2);
topг, tтех, tвідп - відповідно час на організаційне, технічне обслуговування робочого місця і час відпочинок у відсотках до оперативного часу.
Норму штучного часу (tшт) за умов періодично)' роботи устаткування при багатоверстатному обслуговуванні (тобто пов'язаного загальним ритмом роботи) можна розрахувати за формулою (4.14):