У виробничому процесі розрізняють три види руху деталей: послідовний, паралельний і паралельно-послідовний.
Вони вивчаються для вибору оптимального циклу партії деталей, виходячи з конкретних умов даного цеху і ділянки.
Послідовний вид руху характеризується тим, що обробляються деталі партіями, при чому наступна операція відбувається після закінчення попередньої над останньою деталлю в партії. Знаючи технологічний час, що витрачається на кожній операції на одну деталь tшт, кількість деталей у партії n, знаходять цикл однієї операції, рівний tшт*n.
Потім, підсумовуючи його за всіма m операціями, знаходять тривалість при послідовному виді руху:
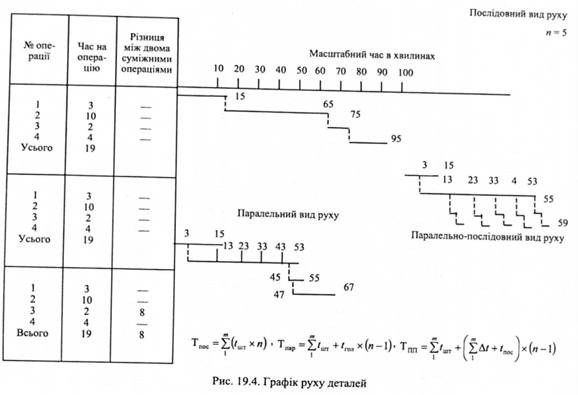
Для прикладу, наведеного на рис. 19.4

Недоліком послідовного виду руху деталей є збільшення тривалості циклу.
Паралельний вид руху характеризується тим, що партія деталей обробляється одночасно на всіх операціях, а передача деталей з однієї операції на іншу відбувається після її закінчення поштучно або невеликими транспортними партіями.
На графіку видів руху деталей (див. рис. 19.4) видно, що друга операція відбувається через 3 хв. Вона протікає нормально і закінчується через tшт1 + ntшт2 = 3 + 5 х 10 = 53 хв. Третя операція відбувається після оброблення першої деталі за двома попередніми операціями, тобто через 3 + 10 хв. Кожну наступну деталь робітник одержує через 10 хв, а сам витрачає 2 хв, тобто в нього є простій тривалістю 10 - 2 = 8 хв. Загальна величина простоїв буде в (n - 1) разів більше, оскільки після одержання останньої деталі простої виключаються.
На четвертій операції робота може бути почата після одержання першої деталі через 3 +10 + 2 = 15 хв. Кожну наступну деталь робітник одержує через 10 хв, тобто через інтервал часу, рівний тривалості найтривалішої або головної операції tгод.
У загальному випадку тривалість циклу при паралельному русі (Тпар) дорівнює сумі двох складових частин:
а) часу одержання першої деталі на останній операції, тобто
де tост — час на оброблення деталі на останній операції,
б) тривалості обробки партії деталей на останній операції, яка дорівнює
звідси

Для прикладу, наведеного на рис. 19.4.

Порівнюючи приведені формули, знаходимо, що при паралельному виді руху цикл зменшується в порівнянні з послідовним на

Недоліком паралельного виду руху деталей є наявність простоїв у робітників на всіх операціях меншої тривалості порівняно з попередньою операцією. Для ліквідації цих простоїв потрібно відповідно переносити початок роботи і тим самим повністю використовувати весь робочий час. Ці можливості використані при паралельно-послідовному виді руху деталей.
Паралельно-послідовний вид. При побудові графіка руху деталей за цим способом потрібно враховувати, що простої у робітників бувають тільки в тих випадках, коли тривалість попередньої операції tпоп більша від наступної tпас, тобто tпоп > tпас. Позначимо tпоп - tпас = Δt.
Ті самі операції, в яких немає простоїв, тобто при tпоп ≤ tпас виконуються так само, як при паралельному русі.
У наведеному прикладі перші дві операції виконуються паралельно, як і в попередньому випадку. Тривалість третьої операції менша за наступну, тобто t2 > t3, а t2 - t3 = Δt2-3 = 10 — 2 = 8.
Це означає, що на третій операції при паралельному русі були простої тривалістю по 8 хв при обробленні кожної деталі. Для того щоб простої ліквідувати, потрібно третю операцію розпочати пізніше на (t2-t3)(n-1) = 8х4 = 32 хв.
Якщо при паралельному виді руху вона розпочалася через tшт1 + tшт2 = 3+10 = 13 хв, то в цьому випадку вона виконуватиметься через 13 + 32 = 45 хв.
Оскільки на кожну деталь витрачається 2 хв, то на виготовлення всієї партії в 5 штук знадобиться 10 хв; оброблення всіх деталей буде закінчена через 45 + 10 = 55 хв. з моменту початку роботи.
Розглянемо умови виконання четвертої операції. Звернемо увагу, що з третьої операції деталі поступатимуть через 2 хв, а на четверту операцію витрачається 4 хв, тобто простоїв у робітника не буде. Тому роботи з цієї операції можна розпочати після отримання першої деталі, тобто через 45 + 2 = 47 хв. Оскільки на цю операцію затрачується 4 хв, то повне оброблення всіх деталей буде закінчено через 47 + 20 = 67 хв.
Тривалість циклу при цьому виді руху дорівнює сумі трьох складових:
а) часу на оброблення першої деталі на всіх операціях окрім останньої, тобто

б) добутку суми різниць між двома суміжними операціями  на число деталей в партії мінус 1, тобто (n - 1). При цьому Δt береться тільки у випадках, коли tпоп > tост Після цього розпочинається підсумовування Δt, тобто береться
на число деталей в партії мінус 1, тобто (n - 1). При цьому Δt береться тільки у випадках, коли tпоп > tост Після цього розпочинається підсумовування Δt, тобто береться  ;
;
в) тривалості обробки останньої операції, тобто tост х n. В цілому ж

Із зіставлення випливає, що Тпос > Тпп > Тпар, а
Для приведеного прикладу Тпос – Тпп = (19 - 8 - 4) х (5 - 1) = 28 (хв). У свою чергу:

Порівняно з паралельним рухом деталей цикл при паралельно-послідовному русі дещо збільшується. Перевагою його є відсутність простоїв, які бувають при паралельному виді руху на операціях меншої тривалості, ніж з головною операцією.
Його недоліком є відносна складність організації робіт на ділянці.
Сфера застосування: паралельний вид руху — масове і багатосерійне виробництво; паралельно-послідовний — серійне і багатосерійне виробництво; послідовний — одиничне, дрібносерійне і серійне виробництво.
Питання для закріплення матеріалу і самостійної роботи
РОЗДІЛ IV ПЛАНУВАННЯ І МОТИВАЦІЯ ДІЯЛЬНОСТІ
ТЕМА 10. ПРОГНОЗУВАННЯ, ПЛАНУВАННЯ ТА РЕГУЛЮВАННЯ ДІЯЛЬНОСТІ
20.1. Сутність прогнозування і планування на підприємстві
20.2. Основні етапи стратегічного планування на підприємстві
20.3. Тактичне і оперативне планування діяльності підприємства
20.4. Методи і принципи державного регулювання діяльності підприємства
Питання для закріплення матеріалу і самостійної роботи
ТЕМА 21. ВИРОБНИЧА ПРОГРАМА ПІДПРИЄМСТВА