У машинобудуванні зараз широко застосовують склопластики, що містять скловолокнистий наповнювач і зв'язуючі смоли (фенолформальдегідні, епоксидні, ненасичені поліефірні). Виділення шкідливих парів речовин при формуванні й полімеризації різних смол наведено в табл. 2.10 [9].
При виробництві ебонітових виробів у вентиляційну систему потрапляють в02, СО, Н^, пари бензину, толуолу, гліцерину, пил.
Зварювальні цехи
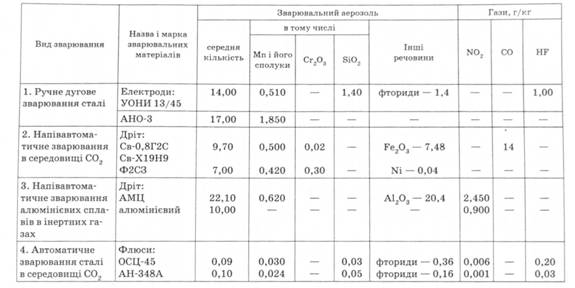
Кількість шкідливих речовин у повітрі при зварюванні металів залежить від видів і режимів технологічного процесу, властивостей зварювальних (електродів і флюсів) та зварюваних матеріалів. Найбільш шкідливим є ручне електродугове зварювання. Так, при витраті 1 кг електродів у процесі ручного електродугового зварювання сталі утворюється до 40 г пилу, 2 г фтористого водню, 1,5 г оксидів вуглецю та азоту; в процесі зварювання чавуну — до 45 г пилу і 1,9 г фтористого водню [9].
Під час напівавтоматичного та автоматичного електродугового зварювання металів загальна маса шкідливих речовин, що виділяється у повітря, менша в 1,5—2 раза, а при зварюванні під флюсом — в 4—6 разів.
Валові виділення шкідливих речовин у повітря при зварюванні металів наведені в табл. 2.11.
Таблиця 2.10. Основні види шкідливих речовин, що виділяються у повітря робочої зони при формуванні та полімеризації різних смол
Марка смоли | Температура формування та полімеризації, °С | Шкідливі речовини, г/кг | ||||
стирол | толуол | талеїновий ангідрид | гипориз | ацетофенол | ||
НПС-609-2ІМ | 5-15 | 25 | 9,0 | 0,90 | 0,05 | 0,04 |
20-30 | 32 | 11,0 | 1,10 | 0,07 | 0,05 | |
40—50 | 40 | 14,0 | 1,40 | 0,08 | 0,06 | |
70 | 47 | 16,0 | 1,60 | 0,10 | 0,07 | |
НПС-609-26с | 5—15 | 20 | 3,6 | 0,07 | 0,07 | 0,05 |
20-30 | 25 | 4,5 | 0,09 | 0,09 | 0,04 | |
40—50 | 32 | 5,7 | 0,11 | 0,11 | 0,05 | |
70 | 40 | 7,0 | 0,14 | 0,14 | 0,06 | |
ПН-3 | 5—15 | 215 | — | 4,40 | 0,30 | 0,07 |
20—30 | 260 | — | 5,20 | 0,40 | 0,22 | |
40-50 | 290 | — | 6,00 | 0,50 | 0,25 | |
70 | 340 | — | 7,00 | 0,50 | 0,30 | |
Газове та плазмове різання металів супроводжується виділенням пилу та шкідливих газів. Пил є конденсатом оксидів металів, розмір частинок якого не перевищує 2 мкм. Хімічний склад пилу визначається в основному маркою матеріалу, що розрізається. При різанні металів переважно виділяються токсичні сполуки хрому й нікелю, марганець, шкідливі гази — СО, N0, Ж)2, озон та ін.
Фарбувальні цехи
Шкідливі речовини в цих цехах виділяються в таких випадках:
— при знежиренні поверхонь органічними розчинниками перед фарбуванням;
— при підготовці лакофарбових матеріалів (ЛФМ);
— при нанесенні ЛФМ на поверхні виробів;
— при сушінні лакованих і фарбованих поверхонь. Основними джерелами загазованості повітря робочих зон та
атмосфери є змішувачі ЛФМ, фарбувальні камери, сушарки, ванни з розчинами для знежирення.
При знежиренні з поверхні дзеркала ванн випаровують пари вуглеводнів (г/(м2 х хв)): бензину — 67—83; гасу — 17—34; уайт-спіриту — 83—100.
Таблиця 2.11. Основні валові викиди шкідливих речовин у повітря при різних видах і режимах електродугового зварювання металів [6]
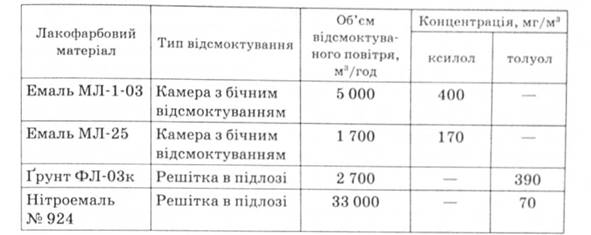
Концентрація шкідливих речовин, що виділяються з фарбувальних камер, залежить від характеристики ЛФМ, витрати й способу їх нанесення. Характеристика вентиляційних викидів шкідливих речовин наведена в табл. 2.12.
Таблиця 2.12. Концентрації шкідливих речовин, що викидаються з фарбувального цеху
Масу парів розчинників (легких компонентів), що викидаються в атмосферу від фарбувальних і сушильних камер, визначають за формулою [7]

де т. — маса лакофарбових матеріалах (при нанесенні лаку лако-наливною машиною к1 = 0,6 і 0,8 — відповідно для металевих і дерев'яних деталей); кг - - коефіцієнт, що враховує кількість виділеного розчинника із ЛФМ при фарбуванні та сушінні (для пульверизаційних камер — 0,3, для сушарок — 0,7); Л3 — коефіцієнт, що враховує проникання парів у робочу зону, приймають 0,975; г| — коефіцієнт, що враховує ефективність вловлювання парів розчинників фільтрами вентиляційних установок, приймають 0,3—0,35.
Масу викидів аерозолів від фарбувального обладнання разом з вентиляційним повітрям в атмосферу визначають за формулою

де к4 — частка ЛФМ, що витрачається на утворення фарбувального аерозолю, залежить від способу розпилення фарби (лаку); /г5 — коефіцієнт; що враховує потрапляння фарбувального аерозолю в робочу зону, часто приймають кь > к3= 0,975; г)в — коефіцієнт, що враховує ефективність вловлювання фарбувального аерозолю гідрофільтрами, приймають 0,92—0,98.
2.1.5. Основні джерела забруднення атмосферного повітря деревообробними підприємствами
2.1.6. Забруднення атмосфери енергетичними підприємствами та транспортними засобами
2.2. Основні джерела та речовини, що забруднюють стічні води на промислових підприємствах
2.2.1. Формування стічних вод
2.2.2. Забруднення стічних вод машинобудівними підприємствами
Металургійні та ливарні цехи
Ковальсько-пресові та прокатні цехи
Механічні та термічні цехи
Травильні гальванічні дільниці