Під типом виробництва слід розуміти сукупність його організаційних, технічних та економічних особливостей, тобто комплексну характеристику організації і технічного рівня підприємства, обумовлену ступенем його спеціалізації, складністю та стійкістю товарної номенклатури, розмірами і повторюваністю випуску виробів, а також масштабами виробництва.
На вибір типу виробництва випивають такі фактори:
- номенклатура виробів, що випускаються;
- обсяг випуску продукції;
- ступінь сталості товарної номенклатури підприємства;
- характер завантаження робочих місць.
Залежно від рівня концентрації і спеціалізації розрізняють три типи виробництва:
- одиничне;
- серійне;
- масове.
Тип виробництва на підприємстві визначається типом виробництва провідного цеху, а тип виробництва Цеху - характеристикою дільниці, де виконуються найвідповідальніші операції і зосереджена основна частина виробничих фондів. Віднесення підприємства до того чи іншого типу виробництва носить умовний характер, оскільки на підприємстві і навіть в окремих цехах може мати місце сполучення різних типів виробництва.
Одиничне виробництво характеризується широкою номенклатурою виготовлених виробів, малим обсягом їх випуску, виконанням на кожному робочому місці різнорідних операцій.
У серійному виробництві виготовляється обмежена номенклатура виробів невеликими партіями. За одним робочим місцем, як правило, закріплено виконання кількох операцій.
Масове виробництво характеризується вузькою номенклатурою і великим обсягом випуску виробів, безперервно виготовлюваних протягом тривалого часу на ву-зькоспеціалізованих робочих місцях.
Тип виробництва впливає на особливості його організації, на економічні показники функціонування підприємства, на структуру собівартості виготовлюваної продукції, на рівень оснащеності виробництва тощо.
Порівняння типів виробництв за різними характеристиками наведене в табл. 12.2.
Ефективність і техніко-економічні показники виробничого процесу залежать від його організації в часі. Одним з таких показників є тривалість виробничого циклу, від якої залежить обсяг незавершеного виробництва та напівфабрикатів, вартість яких входить до обігових коштів В той же час тривалість виробничого циклу впливає на оборотність обігових коштів: чим коротший цикл, тим менше потрібно оборотних коштів.
Характеристики типів виробництв
| Характеристики | Тип виробництва | ||
| Одиничне | Серійне | Масове | |
| 1. Номенклатура виробів, що виготовляються | велика | обмежена | мала |
| 2. Сталість номенклатури | відсутня | значна | значна |
| 3. Обсяг випуску | малий | середній | великий |
| 4. Закріплення операцій за робочими місцями | відсутнє | часткове | повне |
| 5. Застосовуване устаткування | універсальне | спеціалізоване | спеціальне |
| 6. Застосовувані інструмент і технологічне оснащення | універсальні | універсальні й спеціалізовані | спеціальні |
| 7. Кваліфікація робітників | висока | середня | переважно низька |
| 8. Собівартість продукції | висока | середня | низька |
| 9. Виробнича спеціалізація цехів і дільниць | технологічна | змішана | чпредметна, подетальна |
| 10. Технологічний процес | маршрутний | типовий | операційний |
| 11. Виробнича структура підприємства | складна | помірно складна | проста |
| 12. Трудомісткість виготовлення виробів | висока | середня | низька |
12.4. Виробничий цикл і його структура
Виробничий цикл — це календарний період часу, протягом якого матеріал, заготівля чи інший Оброблюваний предмет проходить всі операції виробничого процесу чи визначеної його частини і перетворюється на готову продукцію. Він обчислюється в календарних днях, а при низькій трудомісткості виробу - у годинах.
Структура цеху, де здійснюється виробничий цикл, представлена на рис. 12.3.
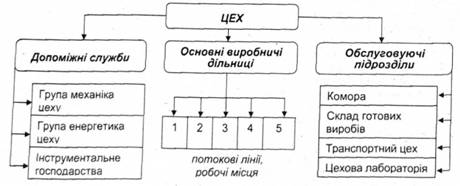
Рис. 12.3. Виробнича структура цеху
Визначення тривалості виробничого циклу з виготовлення продукції необхідне для розробки та обґрунтування виробничої програми підприємства, цехів, дільниць, а також для визначення основних техніко-економічних показників їх роботи. Тривалість виробничого циклу (Тц) обчислюється за формулою (12.1):
де Трп- час робочого процесу;
Тп- час перерв.
Протягом робочого періоду виконуються технологічні операції, зміст яких відтворено формулою (12.2):

де Тшк - штучно-калькуляційний час;
Тк - час контрольних операцій;
Ттр - час транспортування предметів праці;
Тпр - час природних процесів (старіння, релаксації, природного сушіння, відстою суспензій у рідинах тощо).
Суму штучно-калькуляційного часу, контрольних операцій і транспортування предметів праці називають операційним часом (Топ), її обчислюють за формулою (12.3):

Час контрольних, операцій і час транспортування предметів праці до операційного циклу включені умовно, тому що в організаційному відношенні вони не відрізняються від технологічних операцій.
До штучно-калькуляційного часу (Тшк) входять витрати часу, представлені у формулі (12.4):

де Топер - оперативний час;
Тпз - підготовчо-заключний час при обробці партії деталей;
Тв - час на відпочинок і природні потреби робітників;
Тото - час організаційно-технічного обслуговування (одержання і здача інструмента, підготовка робочого місця, змащення устаткування тощо).
Оперативний час (Топер), У свою чергу, складається з основного (Тосн) і допоміжного часу (Тд), що відтворено формулою (12.5):

Основний час - це безпосередній час обробки деталі чи виконання роботи.
Допоміжний час, у свою чергу, складається з часу встановлення і зняття деталі (складальної одиниці) з устаткування (Твст), часу закріплення і відкріплення деталі в устаткуванні (Тзв), часу операційного контролю робітника (із зупинкою устаткування) в ході операції (Ток). Він обчислюється за формулою (12.6):

Час перерв (Тп) обумовлений режимом праці (Треж), межопераційним пролежуванням деталі (Тмо), часом перерв на міжремонтне обслуговування й огляд устаткування (Тог) і часом перерв, пов'язаних з недоліками організації виробництва (Торг). Він обчислюється за формулою (12.7):

Час межопераційного пролежуваний (Тмо) визначається часом перерв між виходом партій товару (Тлар), перерв очікування (Точ) і перерв комплектування (Ткп). Він визначається за формулою (12.8):

Перерви між виходом партій товару (Тпар) виникають при виготовленні виробів партіями й обумовлені пролежуванням оброблених деталей до закінчення виготовлення всіх деталей у партії на технологічній операції.
Перерви очікування (Точ) викликані неузгодженою тривалістю суміжних-операцій технологічного процесу.
Перерви комплектування (Ткп) виникають внаслідок переходу від однієї фази виробничого процесу до іншої.
Отже, в загальному вигляді структуру і склад виробничого циклу можна представити так, як це наведено на рис. 12.4.
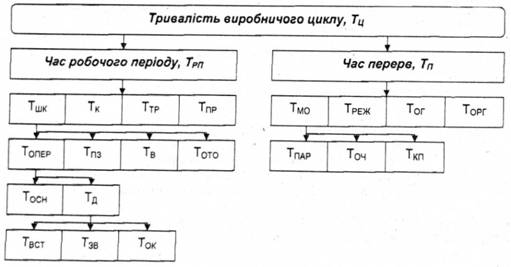
Рис. 12.4. Елементний склад виробничого циклу
В серійному виробництві вироби виготовляються партіями.
Виробнича партія (n) - це група виробів однакового найменування і типорозміру, що запускаються у виробництво протягом визначеного періоду часу при однаковому підготовчо-заключному часі на операцію.
Операційна партія - виробнича партія чи її частина, що надходить на робоче місце для виконання технологічної операції.
Шляхи скорочення виробничого циклу
12.6. Організація потокового виробництва
Ознаки потокового виробництва:
Транспортні засоби в потоковому виробництві
Основи розрахунку й організації потокових ліній
12.7. Організація автоматизованого виробництва
12.8. Гнучке інтегроване виробництво
РОЗДІЛ 13. РЕЗУЛЬТАТИ ГОСПОДАРСЬКОЇ ДІЯЛЬНОСТІ ПІДПРИЄМСТВА ТА ОЦІНКА ЙОГО ЕФЕКТИВНОСТІ
13.1. Виробнича програма підприємства і показники оцінки обсягу продукції