В автоматизованому виробництві робота устаткування, агрегатів, апаратів, установок відбувається автоматично за заданою програмою. Роль працівника зводиться до здійснення контролю і нагляду за їх роботою, усунення відхилень від заданого процесу, налагодження автоматизованого устаткування тощо.
Розрізняють часткову і комплексну автоматизацію.
При частковій автоматизації працівник повністю звільнений від робіт, пов'язаних з виконанням технологічних процесів.
В умовах комплексно-автоматизованого виробництва технологічний процес виготовлення продукції, управління цим процесом, транспортування виробів, контрольні операції, видалення відходів виробництва виконуються без участі людини, але обслуговування устаткування відбувається ручним способом.
Основним елементом автоматизованого виробництва є автоматичні потокові лінії (далі - АПЛ). Автоматична потокова лінія - комплекс розміщеного в технологічній послідовності виконання операцій автоматичного устаткування, пов'язаний з автоматичною транспортною системою і системою автоматичного управління, який забезпечує автоматичне перетворення вихідних матеріалів (заготівель) на готовий виріб. На АПЛ працівник виконує функції налагодження, контролю і нагляду за роботою устаткування, а також завантажує лінію заготівлями.
Автоматичні комплекси із замкнутим циклом виробництва представляють собою ряд пов'язаних автоматичними Транспортними і завантажувально-розвантажувальними пристроями автоматичних ліній.
Автоматизовані дільниці (цехи) включають автоматичні потокові пінії, автономні автоматичні комплекси, автоматичні транспортні системи, автоматичні складські системи, автоматичні.системи контролю якості, автоматичні системи управління тощо.
Орієнтовна структура автоматизованого виробничого підрозділу наведена на рис. 12.8.
В умовах постійно змінюваного нестабільного ринку важливим завданням є підвищення гнучкості (багатофункціональності) автоматизованого виробництва для того, щоб максимально задовольнити вимоги і потреби споживачів, а також швидше, і з мінімальними витратами освоїти випуск нової продукції.
Методи підвищення гнучкості автоматизованих виробничих систем:
- використання автоматизованих систем технічної підготовки виробництва;
- застосування швидко переналагоджуваних автоматичних потокових ліній;
- застосування універсальних промислових маніпуляторів з програмним управлінням (промислових роботів);
- стандартизація застосовуваного інструмента і засобів технологічного оснащення;
- застосування в автоматичних лініях автоматично переналагоджуваного устаткування (на базі мікропроцесорної техніки);
- використання переналагоджуваних транспортно-складських і накопичувальних систем тощо.
Однак варто зауважити, що будь-яка універсалізація вимагає значних додаткових витрат і при її застосуванні необхідно застосовувати зважений економічний підхід на базі маркетингової інформації і досліджень.
Автоматичні потокові лінії ефективні в масовому виробництві.
Склад автоматичної потокової лінії:
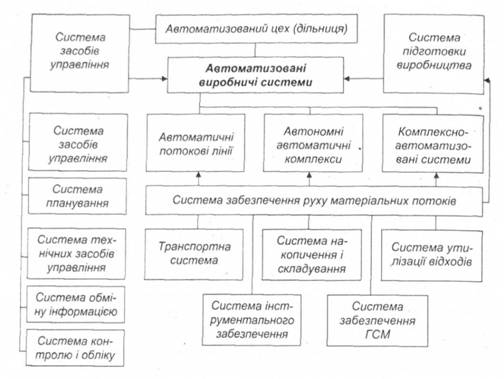
Рис. 12.8. Структурний склад автоматизованого виробничого підрозділу
- автоматичне устаткування (верстати, агрегати, установки) для виконання технологічних операцій;
- механізми для орієнтування, установки і закріплення виробів на устаткуванні;
- пристрій для транспортування виробів на відповідні операції;
- контрольні прилади (для контролю'якості та налагодження устаткування);
- засоби завантаження і розвантаження ліній (заготівель і готових деталей);
- апаратура і прилади системи управління АПЛ;
- пристрої заміни інструмента й оснащення; • пристрої утилізації відходів;
- пристрій для забезпечення необхідним видом енергії; .
- пристрої забезпечення мастильно-охолоджувальними рідинами тощо.
До складу автоматичних ліній останнього покоління також включаються електронні пристрої:
1. "Розумні супервізори" з моніторами на кожній одиниці устаткування і на центральному пульті управління. їх призначення полягає в завчасному попередженні персоналу про хід процесів, що відбуваються на окремих агрегатах (в системі) і в наданні інструкцій про необхідні дії персоналу (текст на моніторі).
2. Статистичні аналізатори з графобудівниками, призначені для статистичної обробки різноманітних параметрів роботи АПЛ, зокрема:
- часу роботи і простоїв;
- кількості продукції, що випускається;
- властивостей оброблюваного виробу на кожній контрольованій операції;
- виходу з ладу (збою) кожної одиниці устаткування і лінії а цілому тощо.
3. Діалогові системи селективної збірки, тобто підбор параметрів відносно до неточно оброблених деталей, що входять до склада л ьної одиниці і спопучення яких забезпечує високоякісні параметри її роботи.
Класифікація і характеристика АПЛ наведені в табл. 12.5.
Таблиця 12.5
Класифікація автоматичних потокових ліній
| Ознака | Найменування і коротка характеристика |
| 1. Гнучкість | 1.1. Тверді неперенапагоджувані АПЛ, призначені для обробки одного виробу.1.2. Переналагоджувані АПЛ на визначену групу виробів одного найменування.1.3. Гнучкі АПЛ, які складаються з обробних центрів гнучких транспортно-складських систем з промисловими роботами і призначені для обробки будь-яких деталей визначеної номенклатури і габаритів. |
| 2. Число одночасно оброблюваних виробів | 2.1. АПЛ поштучної обробки.2.2. АПЛ групової обробки. |
| 3. Спосіб транспортування виробу | 3.1. АПЛ з безперервним транспортуванням.3.2. АПЛ з періодичним транспортуванням. |
| 4. Кінематичний зв'язок агрегатів (устаткування) | 4.1. АПЛ з фіксованим зв'язком агрегатів.4.2. АПЛ з гнучким зв'язком агрегатів. |
При проектуванні АПЛ здійснюється ряд розрахунків. В основному вони не відрізняються від розрахунків неавтоматизованих ліній, але є деякі особливості, зокрема, такт АПЛ визначається за формулою (12.39):

де r - такт АПЛ, хвилин;
Тн - номінальний річний фонд часу роботи лінії в одну зміну, годин;
nзм - кількість змін роботи;
η - коефіцієнт технічного використання АЛЛ, який враховує втрати часу при різних збоях в роботі устаткування лінії і витрати часу на переналагодження;
QB - планове завдання, виробів,
На бункерних (гнучких) АПЛ утворюються такі заділи:
- компенсовані;
- пульсуючі.
Компенсовані заділи АПЛ (Zk) утворюються при різній продуктивності змінних дільниць АПЛ, їх розмір можна розрахувати за формулою (12.40):

де Тк - період часу для створення компенсованого заділу, тобто проміжок часу безупинної роботи змінних дільниць АПЛ з різними тактами роботи, хвилин;
rм і rб - менший і більший такти роботи суміжних дільниць (операцій) АПЛ відповідно, хвилин.
Пульсуючі заділи створюються для підтримки ритмічності випуску продукції, їх призначення полягає в попередженні аритмії виробничого процесу на окремих операціях.
РОЗДІЛ 13. РЕЗУЛЬТАТИ ГОСПОДАРСЬКОЇ ДІЯЛЬНОСТІ ПІДПРИЄМСТВА ТА ОЦІНКА ЙОГО ЕФЕКТИВНОСТІ
13.1. Виробнича програма підприємства і показники оцінки обсягу продукції
13.2. Поняття якості продукції та методи її оцінки
13.3. Поняття конкурентоспроможності продукції і методи її оцінки
13.4. Поняття доходу та прибутку як основних показників виробничо-госповарської діяльності
13.5. Особливості здійснення багатофакторного аналізу прибутку
13.6. Поняття фінансової діагностики та оцінка фінансово' економічного стану підприємства
13.7. Напрямки підвищення ефективності діяльності підприємств в ринковому середовищі
ВСТУП