При монтажі технологічного устаткування широко використовується ручний слюсарно-монтажний інструмент: для кріплення різьбових з'єднань (ключі гайкові рівних типів); ударні інструменти (молотки, кувалди. зубила); нажимні (напилки, шабери, пилки); шарнірно-губочні (плоскогубці, кусачки, ножиці); викрутки і т.д. (див. рис. 5.2.5,3,5.4,5.5).
Слюсарні молотки з круглим бойком виготовляють шести номерів:
№ 1 - 200 г-для інструментальних робіт №2-400г
№ 3 - 500 г для слюсарних робіт №4-6О0г J
№5-800г І
№6-1000 г J Для ремонтних робіт
Ударники молотків виготовляють зі сталі марки У70. Робочі частини (бойок 1 носок) гартують з подальшою відпусткою до HRC 50-56.
Ручки молотків виготовляють з дерева твердих порід (береза, дуб. ясен) або синтетичних матеріалів, кінець ручки з насадженим ударником розклинюють (рис. 5.4).
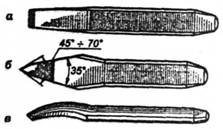
Рис. 5.2. Інструменти для рубки: а - зубило; б - крейцмейсель; в - канавочник.
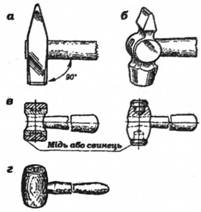
Рис. 5.3. Молотки: а - з квадратним бойком; б - з круглим бойком; в - зі вставками з м'якого металу: г-дерев'яний.
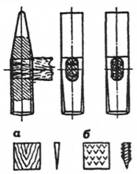
Рис 5.4. Схеми розклинювання ручок: а - дерев'яний клин, б - металевий клин.
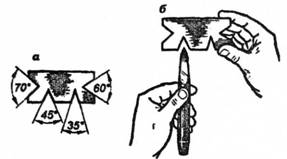
Рис 5.5. Контроль вуглів загострення а - шаблон; б - перевірка вутла заточки зубила
Для зручності користування ударними й нажимними інструментами надівають на дерев'яні ручки суху 1 витриману деревину твердих порід (наприклад дуба, клена). Щоб не поранити руки, ручка повинна мати гладку поверхню без тріщин, вибоїв і гострих виступів. Рекомендується обробити ручки наждаковою шкуркою і покрити лаком або оліфою.
Нажимні інструменти (напилки, шабери) закріплюють на ручках металевими стяжними кільцями, що захищають ручку від розколювання. Ручні слюсарні інструменти для рубки металу (зубила, крейцмейселі) не повинні мати гострих ребер на бічних гранях; частина інструмента, що затискається в руці, має бути гладкою, без тріщин і заусениць.
Щоб не ушкодити руки, довжина зубила має бути не менше 150 мм, а відтягнута частина - не менше 70 мм. Дуже важливо правильно взяти зубило, тому що при ударі по тупому інструменті молоток може зслизнути й ушкодити руку. Рекомендується на кінець зубила або іншого інструмента для рубки металу надівати гумове кільце, що оберігає руку при неправильному ударі.
При рубці металу ударними інструментами осколки, що відлітають, можуть поранити як самих працюючих, так і оточуючих людей. Тому працюючи із зубилом або крейцмейселем користуються окулярами зі склом, що не б'ється. При тісному розташуванні робочих місць додатково встановлюють захисні сітки або екрани, щоб на них падали осколки, що відлітають, не завдаючи шкоди оточуючим (див. рис. 5.6.5.7,5.8,5.9,5.10.5.11,5.12).
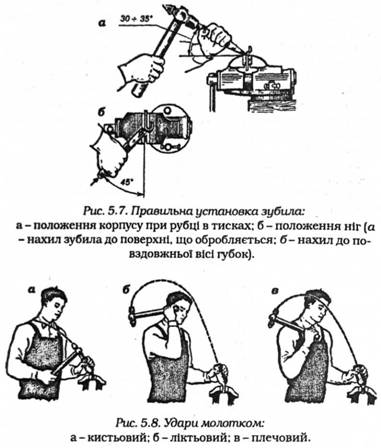
Установка зубила показана на рис 5.7. Молоток тримають на відстані 15-30 мм від кінця рукоятки. По силі удар молотком може бути кистьовим - для точних, легких робіт: ліктьовим - для прорубування пазів, канавок і зрубування шару металу середньої товщини; плечовим - для зняття товстого шару металу і обробки великих поверхонь (рис. 5.8). Під час роботи дивляться не на бойок зубила, а на його ріжучу частину, стежачи за ТІ правильним розташуванням.
Масу молотка вибирають залежно від ширини ріжучої частини зубила і товщини шару металу (зазвичай товщина стружки 1-2 мм). що видаляється, з розрахунку 40 г на 1 мм ширини леза зубила і 80 г на 1 мм ширини леза крейцмейселя.
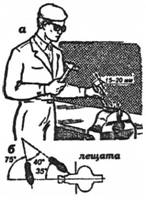
Рис. 5.6. Техніка рубки
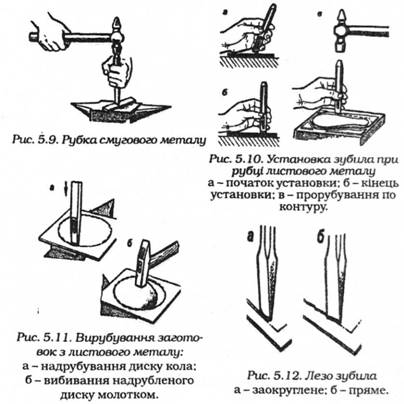
Розруб металу. Метал розрубують на плиті або ковадлі при вертикальному положенні зубила 1 плечовому ударі молотком (рис. 5-9). Смуговий і листовий метал завтовшки до 2 мм прорубують з одного удару, більше 2 мм прорубують приблизно на половину товщини з обох боків, а потім переламують, перегинаючи в один та в інший бік.
Вирубка заготовок з листового металу. Заготовки вирубують після розмітки, відступивши від розміченої лінії на 2-3 мм (рис. 5.10). Після удару молотком зубило переміщають вздовж лінії рубки на відстань меншу за ширину його ріжучої частини. При цьому виходить рівна, без щаблин, канавка. Якщо заготовка криволінійна, рубку краще робити зубилом з ріжучою кромкою, що заокруглює (рис. 5.11). Якщо за один прохід заготовка не вирубана, рубку продовжують вести з протилежного боку листа, а потім вибивають її, обстукуючи молотком (рис. 5.12).
При обпилюванні чи при шабренні металу Інструменти систематично очищують від мастила 1 дрібних металевих стружок, що забиваються між зубцями Інструмента; при слюсарських роботах стружку видаляють металевими щітками або щіточками; видалення стружки незахищеною рукою або здування П може призвести до ушкодження рук або очей (див. рис. 5.13.5.14, 5.15. 5.16).
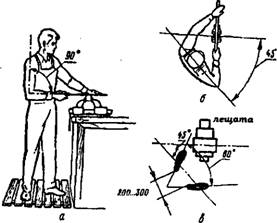
Рис. 5.13. Припасовка косовуглових вкладишів: а - схема розмітки зовнішніх вуглів; б - обпилювання зовнішньої поверхні; в - схема розмітки внутрішніх вуглів; г - обпилювання внутрішніх вуглів; д - перевірка вкладишем.
Шабрения - це операція по зняттю а поверхні деталі дуже тонких часток металу спеціальним інструментом - шабером. За один робочий хід шабери знімають шар металу завтовшки 0.05-0,07 мм.
Мета операції - забезпечення точного прилягання поверхонь, що сполучаються.
Шабрениям обробляють прямолінійні та криволінійні поверхні вручну і на верстаті.
Точність шабрения складає до ЗО плям контакту в квадраті 25 X 25 мм.
Операція широко застосовується для обробки направляючих поверхонь верстатів, підшипників ковзання та інших поверхонь. На виконання операції залишають припуск приблизно 0,1-0,4 мм. залежно від розмірів поверхні. Перед шабрениям поверхню точно й чисто обробляють, обпилюють особистим терпугом, сгружать або фрезерують. При обпилюванні поверхню перевіряють "на фарбу", домогаючись рівномірного розташування плям. При цьому напилок рухають вкругову (рис. 5.14).

Рис. 5.14. Припилювання поверхні з перевіркою "на фарбу".
Лівою рукою утримують стрижень в 20-30 мм від ріжучої кромки, спираючись на поручник. Кут нахилу шаберу вибирають залежно від необхідного кута загострення. Не відриваючи шабер від круга, плавно переміщають його в горизонтальній площині. Бокова поверхня шабера зачищається від задирок, як це показано на рис. 5.15. Після заточування ріжучу частину доводять (заправляють) на брусках так, щоб при збільшенні в 2,5 разу не було видно нерівностей (рис. 5.16). Поверхню бруска покривають тонким шаром мінерального масла. Для точного шабрения остаточне доведення виконують за допомогою пасти ГОІ. Шабер заправляють відразу, як тільки відчують затупіння. В середньому за робочий день поправляти шабер доводиться 4-6 раз залежно від твердості матеріалу.

Рис. 5.15. Заточування плоского шабера: a - краю; б-бокової поверхні.

Рис. 5.16. Доводка (заправка) шабера на бруску: а - краєвої поверхні: б - бокової.
Часто через неправильне користування ключами робітники травмують руки. Це відбувається в тих випадках, коли ключ не відповідає розміру гайки 1 між ними поміщають металеві прокладки, а в процесі роботи прокладка може вдарити по руках. Не допускається також подовжувати гайковий ключ, приєднуючи до нього інший, для збільшення моменту, що крутить, прикладеного до гайки.
При роботі дозволено користуватися лише правильно взятим Інструментом. Заточення інструмента (зубил, крейцмейселів, викруток) має проводитися на заточувальних верстатах з абразивними кругами (рис. 5.15).
Абразивні Круги обертаються з великою швидкістю І за наявності в них дефектів можуть під час роботи зірватися, а уламки - завдати травми оточуючим. Тому заточувальні верстати покриваються захисними кожухами. На захисних кожухах, щоб уникнути ушкодження очей, встановлюють відкидні екрани а небиткого скла.
Перед установкою абразивний круг оглядають, щоб переконатися у відсутності на ньому тріщин, вибоїв або Інших дефектів. Тріщини визначають шляхом легкого постукування дерев'яним молотком по бічних поверхнях круга, вільно надягнутого на металевий стрижень. За відсутності тріщин круг видає чистий звук; круг, що видає деренчливий звук, бракується.
Для зниження трудомісткості та полегшення виконання ручних операцій (свердління отворів, різання металу, зачищення 1 шліфовки поверхонь, складання різьбових з'єднань) застосовують ручні машини, що складаються з приводу, механізмів передачі та вмикання робочого механізму.
Існують як загальні вимоги техніки безпеки-при роботі з ручними машинами, так 1 часткові, що ставляться до окремих видів машин.
Забороняється працювати ручними машинами з приставних східців, тому що при цьому виникають додаткові навантаження, що можуть призвести до падіння робітника зі східців. При роботах на малій висоті варто використовувати спеціальні східці - підмостки, що мають стійку площадку з огородженням.
Щоб уникнути обривів під час роботи ручними машинами, їх кабелі та рукав не можна натягати або перегинати; неприпустимо
перетинати їх сталевими канатами, електрокабелями або електрозварювальними дротами, що перебувають під напругою, а також рукавами для подачі кисню, ацитилена й інших газів.
При перервах у роботі або перенесенні на інше місце ручні машини необхідно відключати.
Всі електричні машини (див. рис. 5.17, 5.18 .5.19) підлягають перевірці на відсутність замикання на корпус, оголених струмове-дучих частин, на цілісність проводу, що заземлює, справність ізоляції проводів, що живлять. Перевірку проводять не рідше одного разу на три місяця. Справність ізоляції перевіряють шляхом виміру П струму мегометром з обов'язковою реєстрацією в спеціальному журналі. Машини, що мають дефекти, видавати для роботи забороняється.
У помешканнях Із підвищеною небезпекою поразки електричним струмом і на відкритому повітрі застосовуються машини, що працюють при напрузі 36 В. При проведенні робіт усередині металевих судин (резервуарів, котлів, баків) обов'язково слід використовувати захисні засоби у вигляді гумових діелектричних рукавичок, ковбиків, калош.
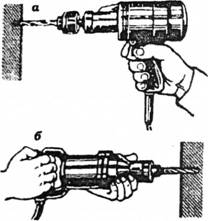
Рис. 5.17. Ручні свердлові електричні машини: а - легкого типу: б - середнього типу.
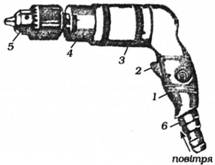
Рис. 5.18. Ручна пневматична машина свердління: 1 - рукоятка: 2 - курок: 3 - корпус пневмодвигуна; 4 - корпус шпинделя: 5 - трикулачковий патрон: 6- штуцер.
Незалежно від типу 1 потужності електричні машини складаються з трьох основних частин: електродвигуна з робочою напругою 220 В або 36 В, зубчатої передачі (редуктора) і шпинделя.
Прийоми свердління зображено на рис. 5.17. Ручні свердлові пневматичні машини порівняно з електричними при тій самій потужності мають менші розміри і вагу. Привід машини - пневмодвигун працює від мережі стислого повітря тиском 0,5 Мпа ~ (5 кт/ см). Решта елементів пневматичної свердлувальної машини не відрізняється від електричної (рис. 5.18). Привід машини допускає плавне регулювання частоти обертання зміною зусилля натиску на курок. При перевантаженні машина зупиняється, що запобігає поломці свердла. В електричній машині при перевантаженні може згоріти обмотка електродвигуна.
Пневматичні машини можуть мати різну потужність (300-1800 Вт) пневмодвигуна і частоту обертання в межах від 5 до 33 с. Машини важкого типу розраховані на свердління отворів діаметром до 32 мм. Ручні свердлувальні машини можуть бути використані для компонування свердлувальних установок. За вимогами безпеки електричні та пневматичні свердлувальні машини вагою понад 6.5 кг повинні підвішуватися на пружині, тросі з противагою.
Заточування свердел роблять на спеціальних заточувальних верстатах. Свердла діаметром до 10 мм можна заточувати вручну на електрозаточувальних верстатах. При заточуванні свердло тримають лівою рукою ближче до ріжучої частини, а правою рукою - за хвостовик, притискаючи свердло ріжучою кромкою до бічної поверхні шліфувального круга (рис. 5.19, а). Дуже важливо правильно вибрати положення свердла При заточуванні (рис. 5.19, б]. Заточувана ріжуча кромка має бути встановлена горизонтально, а подовжня вісь складати кут ф із утворюючою бічною поверхнею шліфувального круга. Потім свердло провертають навколо осі, одночасно опускаючи вниз хвостовик - для отримання заднього кута.
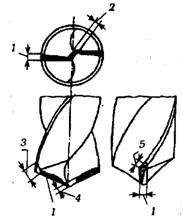
Рис 5.19. Види зносу свердла: 1 - знос по задній поверхні: 2 - знос перемички; 3 - знос по вуглах; 4-знос по передній поверхні; 5 - знос по фасці (направляючій стрічці).
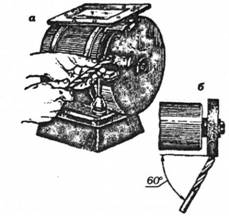
Рис 5.20. Заточка свердла: а - положення свердла в руках; б - положення свердла відносно шліфувального кола
При роботі на шліфувальній машині обов'язково слід застосовувати засоби захисту-окуляри, рукавиці, а при роботі в закритих приміщеннях - антифони (пристрої, що знижують рівень шуму).
5.5. Основні положення безпечної експлуатації систем санітарно-гігієнічного забезпечення
Питання для обговорення
Розділ 6. Виробнича санітарія та гігієна
6.1. Санітарні вимоги до території, виробничих і санітарно-побутових приміщень туристських комплексів
6.2. Паспортизація санітарно-технічного стану умов праці
6.3. Методи та засоби контролю метеоумов і концентрації шкідливих речовин у повітрі робочих і житлових приміщень туристського комплексу
6.4. Вентиляція та кондиціювання повітря
6.5. Освітлення приміщень і робочих місць
6.6. Захист від шуму та вібрації