У простому процесі деталі (заготівлі) у більшості випадків виготовляють партіями, тому дуже важливим є питання про раціональний вибір руху партії деталей через усю сукупність послідовно виконуваних операцій. Обраний вид цього руху визначає ступінь безперервності і паралельності виробничого процесу та тривалість виробничого циклу виготовлення партії деталей.
Процес виготовлення партії деталей, що проходить через багато операцій, складається із сукупності операційних циклів, кожний з яких становить виконання однієї операції над усіма предметами виробництва певної партії. Сукупність операційних циклів, а також спосіб поєднання в часі суміжних операційних циклів і їх частин утворюють часову структуру багатоопераційного технологічного циклу. Тривалість такого циклу істотно залежить від способу поєднання в часі операційних циклів і їх частин, а також від зумовленого виду руху партії деталей за операціями.
Є три види руху партії деталей за операціями технологічного процесу: послідовний, паралельно-послідовний, паралельний.
Сутність послідовного виду руху полягає в тому, що кожна наступна операція починається тільки після закінчення виготовлення всієї партії деталей на попередній операції. При цьому передача з однієї операції на іншу здійснюється цілими партіями. Тривалість операційного технологічного циклу обробки партії деталей визначається за формулою
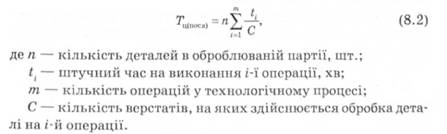
Тривалість технологічного циклу пропорційна розмірові партії та часу виконання операцій. При цьому мають місце істотні перерви партій, пов'язані з тим, що кожна деталь партії, за винятком першої та останньої, пролежує на кожній операції двічі: перед початком обробки і після неї до закінчення обробки останньої деталі в партії.
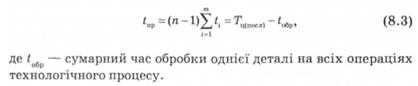
Загальний час внутрішньопартійного пролежування однієї деталі на всіх операціях визначається за формулою
Виробничий цикл завжди триваліший, ніж технологічний, тому що крім виконання технологічних операцій до нього включається час на виконання контрольних і транспортних операцій, час, затрачуваний на природні процеси, і час різних перерв.
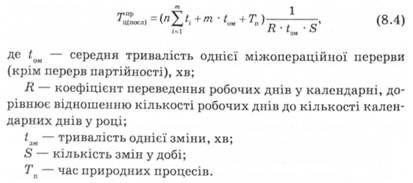
Однак на практиці не всі види витрат часу через їх незначну величину враховуються під час розрахунку тривалості виробничого циклу. Як правило, враховують три основні його складові: тривалість технологічного циклу (з урахуванням перерв партійності), час природних процесів і час перерв, що не перекриваються технологічним циклом, тобто
Перевагою послідовного руху партії деталей є відсутність перерв у роботі працівників і устаткування на всіх операціях.
Однак цей вид руху має й істотні недоліки. По-перше, деталі пролежують протягом тривалого часу через перерви партійності, властивих певному виду руху, у результаті чого створюється великий обсяг незавершеного виробництва. По-друге, тривалість технологічного (виробничого) циклу значно збільшується через відсутність паралельності в обробці деталей. У зв'язку з цим послідовний рух застосовується переважно в одиничному і дрібносерійному виробництвах, тому що на таких підприємствах досить широка номенклатура виробів, а обробка деталей ведеться невеликими партіями, що приводить до скорочення перерв партій і зниження їх впливу на тривалість виробничого циклу.
Сутність паралельно-послідовного руху предметів праці у виробництві полягає в тому, що на кожному робочому місці робота здійснюється без перерв, як за послідовного руху, але разом з тим має місце паралельна обробка однієї і тієї самої партії деталей на суміжних операціях. Передача деталей з попередньої операції на наступну здійснюється не цілими партіями, а поштучно або транспортними партіями.
Під час визначення тривалості технологічного (виробничого) циклу обробки партії деталей за паралельно-послідовного виду руху предметів праці у виробництві необхідно враховувати такі види поєднань періодів виконання суміжних операцій:
— якщо періоди виконання суміжних операцій (попередньої і наступної) однакові, то між ними організується паралельна обробка деталей, що передаються з попередньої операції на наступну поштучно або невеликими транспортними партіями відразу після їх обробки;
— якщо тривалість наступної операції менша, ніж попередньої, то відсутність простоїв устаткування на наступній операції може бути забезпечена тільки після нагромадження перед нею відомого запасу деталей, що дає змогу цю операцію виконувати безупинно;
— якщо тривалість наступної операції більша, ніж попередньої, то в цьому випадку транспортну партію можна передава
ти з попередньої операції на наступну відразу після закінчення її обробки.
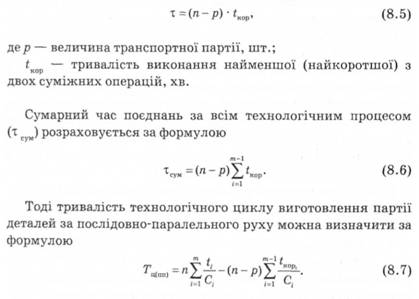
Тривалість циклу виготовлення партії деталей за паралельно-послідовного руху предметів праці у виробництві менша, ніж за послідовного, через наявність паралельності протікання кожної пари суміжних операцій на сумарний час поєднань. Таких поєднань стільки, скільки операцій у технологічному процесі мінус одиниця.
Час поєднання (паралельності) виконання кожної пари суміжних операцій (т) визначається за формулою
ти з попередньої операції на наступну відразу після закінчення її обробки.
Тривалість циклу виготовлення партії деталей за паралельно-послідовного руху предметів праці у виробництві менша, ніж за послідовного, через наявність паралельності протікання кожної пари суміжних операцій на сумарний час поєднань. Таких поєднань стільки, скільки операцій у технологічному процесі мінус одиниця.
Перевагою цього виду руху є відсутність перерв у роботі працівників і устаткування та значне скорочення тривалості технологічного (виробничого) циклу порівняно з послідовним видом руху. Цей вид руху предметів праці у виробництві дає змогу проводити роботу великими партіями і з великою місткістю виготовлення деталей, завдяки чому він широко використовується в серійному і великосерійному виробництві.
Сутність паралельного виду рухів полягає в тому, що деталі з однієї операції на іншу передаються поштучно або транспортними партіями негайно після завершення обробки (незалежно від часу виконання суміжних операцій). Обробка деталей за всіма операціями здійснюється безупинно і пролежування деталей виключене. Це значно скорочує тривалість технологічного циклу і, отже, виробничого.
Для визначення тривалості виробничого циклу руху предметів праці у виробництві за паралельного руху партії деталей за операціями необхідно враховувати такі правила:
— спочатку будується технологічний цикл для першої транспортної партії за всіма операціями без пролежування між ними;
— на операції з найбільшою тривалістю будується операційний цикл обробки деталей за всіма партіями без перерв у роботі устаткування;
— для всіх інших транспортних партій добудовуються операційні цикли.
Тривалість технологічного циклу виготовлення партії деталей на операціях і під час передачі їх транспортними партіями визначається за формулою

Технологічний цикл виготовлення партії деталей за такого виду руху є найкоротшим порівняно з іншими видами руху предметів праці у виробництві. Разом з тим на всіх операціях, крім операції максимальної тривалості, робота здійснюється з перервами в роботі устаткування. Винятком є випадок, коли періоди виконання операцій технологічного процесу однакові або кратні, тобто синхронні. Цей варіант називається потоковим видом руху, що застосовується під час організації безперервно-потокових ліній.
Зазначимо, що і за паралельного виду руху партії деталей за операціями технологічного процесу має місце пролежування, по-перше, до початку обробки на першій операції та після закінчення обробки на останній операції і, по-друге, пролежування деталей усередині транспортної партії. При цьому загальний час пролежування кожної деталі в партії визначається за формулою

Загальний час пролежування всіх деталей у партії на всіх операціях за паралельного руху предметів праці у виробництві становить

Тривалість виробничого циклу за паралельного руху деталей за операціями розраховується за формулою

Перевага паралельного виду руху предметів праці у виробництві полягає в тому, що він забезпечує найменшу тривалість технологічного циклу, особливо, якщо процес синхронізований, а також характеризується рівномірним завантаженням працівників і устаткування та високою продуктивністю праці. Цей вид руху застосовується в серійному і масово-потоковому виробництвах.
Тема 9. ОРГАНІЗАЦІЯ ТЕХНІЧНОГО ОБСЛУГОВУВАННЯ ВИРОБНИЦТВА
9.1. Зміст і завдання організації технічного обслуговування виробництва
9.2. Стан і тенденції розвитку технічного обслуговування виробництва
Тема 10. ОРГАНІЗАЦІЯ ДОПОМІЖНИХ ВИРОБНИЦТВ
10.1. Організація інструментального господарства підприємства
10.1.1. Значення, завдання і структура інструментального господарства
10.1.2. Класифікація й індексація оснащення
10.1.3. Планування потреб підприємства за різними видами оснащення
Статистичний метод розрахунку.