Усі види робіт, що належать до системи ППР, мають потребу у відповідній технічній і організаційній підготовці. Технічна підготовка системи ППР складається з конструкторської й технологічної підготовки.
Конструкторська підготовка полягає в систематизації технічної документації за окремими типорозмірами устаткування й поданні її у вигляді альбомів, укомплектованих кресленнями устаткувань й технічною документацією, розроблювальною для модернізації устаткування. Ці альбоми використовуються під час технологічної підготовки ремонтних робіт, а також для виготовлення змінних деталей і вузлів, для вирішення питань, пов'язаних з конструктивною уніфікацією деталей, упровадженням замінників дефіцитних чорних і кольорових металів, модернізацією устаткування.
Технологічна підготовка передбачає формування типових технологічних процесів розбирання й складання устаткування, розроблення технологічних процесів виготовлення й відновлення деталей, проектування спеціального устаткування й оснащення для проведення ремонтних робіт, а також уточнення відомості дефектів.
Відомість дефектів є виконавчою технологічною відомістю і, як правило, складається протягом одного з планових оглядів перед капітальним ремонтом, а також перед середнім ремонтом з періодичністю понад один рік. Ця відомість корегується після розбирання устаткування.
Під час проектування технологічних процесів відновлення деталей широко застосовуються методи, що забезпечують збільшення строків їхньої служби й комплексну механізацію робіт.
Прогресивними напрямами технологічної підготовки є розроблення і впровадження вузлового й послідовно-вузлового методів ремонту. За вузлового методу ремонту окремі вузли замінюються запасними (оборотними), заздалегідь відремонтованими або новими. За послідовно-вузлового методу вузли, що потребують ремонту, ремонтуються не одночасно, а послідовно, під час перерв у роботі верстата (наприклад, у неробочі зміни). Упровадження цих методів є найважливішою умовою проведення трудомістких ремонтів у вихідні й святкові дні, а в умовах масового, особливо автоматизованого й гнучкого автоматизованого, виробництва — це єдиний шлях підвищення ефективності ремонтних робіт.
Організаційна підготовка має створювати раціональну організацію проведення всіх видів ремонтних робіт і технічного
обслуговування; комплексно забезпечувати їх матеріалами, змінними деталями і вузлами, інструментами, оснащенням, підйомно-транспортним устаткуванням. Підготовка повинна передувати виведенню устаткування в ремонт, що дає змогу скоротити його простої в ремонті.
На підприємствах, як правило, створюється запас змінних деталей і вузлів, необхідних для безперервного виконання ремонтних робіт. Величина цього запасу підлягає нормуванню. Поточне регулювання запасів здійснюється за системою "максимум — мінімум".
Усі деталі, що перебувають у запасах, поділяються на групи:
— деталі зі строком служби, що не перевищує міжремонтний період;
— деталі, що витрачаються в більших кількостях незалежно від строку їхньої служби;
— великі, складні й трудомісткі деталі, для виготовлення яких потрібні складні й великі кування або виливки;
— деталі, що виготовляються на стороні;
— усі змінні деталі унікального, особливо відповідального або лімітуючого обсяг виробництва технологічного устаткування.
Облік і рух деталей на центральному складі запасних частин ведеться відповідно до зазначеної класифікації за системою "максимум — мінімум".
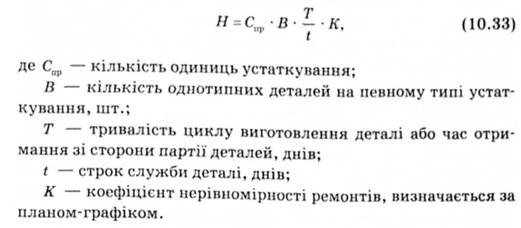
Норма запасу однотипних деталей для групи однотипного устаткування визначається за формулою
10.2.6. Організація виконання ремонтних робіт
10.2.7. Техніко-економічні показники ремонтної служби
10.3. Організація енергетичного господарства на підприємстві
10.3.1. Роль, завдання і структура енергетичного господарства
10.3.2. Планування потреб підприємства в різних видах енергії
10.3.3. Основні шляхи вдосконалення роботи енергетичного господарства і його техніко-економічні показники
Тема 11. ОРГАНІЗАЦІЯ ОБСЛУГОВУЮЧИХ ГОСПОДАРСТВ
11.1. Організація транспортного господарства підприємства
11.1.1. Значення, завдання і структура транспортного господарства