14.1. Класифікація потокових ліній
Розвиток предметної форми спеціалізації цехів машинобудівних підприємств приводить до створення потокового виробництва — найбільш прогресивної й ефективної форми організації виробничих процесів, що ґрунтується на ритмічній повторюваності погоджених у часі основних і допоміжних операцій. Ці операції виконуються на спеціалізованих робочих місцях, розташованих у послідовності технологічного процесу, що максимально дає змогу реалізувати принципи прямоточності, спеціалізації, безперервності, паралельності, ритмічності.
Для організації потокового виробництва характерні такі ознаки:
— можливість розподілу виробничого процесу виготовлення продукції на більш-менш прості операції і закріплення їх за окремими робочими місцями або за групою однакових робочих місць;
— оснащення робочих місць потокової лінії спеціальним устаткуванням, інструментом, пристосуваннями, що забезпечують високопродуктивне виконання закріплених операцій;
— розміщення робочих місць відповідно до послідовності технологічного процесу;
— транспортна спрямованість, що регламентує все виробництво в часі й у просторі;
— високий ступінь механізації й автоматизації процесів виробництва;
безупинно повторювана однаковість усіх виробничих чинників — якості і форм матеріалів, інструментів і пристосувань таін.;
— рівномірність випуску продукції на основі єдиного розрахункового такту потокової лінії;
— негайна передача предметів праці з попередньої операції на наступну поштучно або невеликими партіями мірою їхньої обробки на попередній за допомогою спеціальних транспортних засобів.
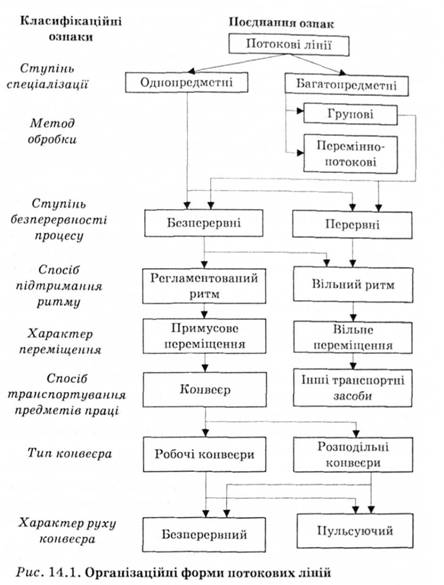
Умовами переходу на потокові методи виробництва є: достатній обсяг випуску однотипних виробів, для чого максимально уніфікують конструкції виробів, що випускаються; поглиблення спеціалізації заводу, цехів, ділянок і робочих місць; відпрацьовування конструкцій виробів з погляду вимог потокової технологічності; розробка технологічного процесу, що забезпечує найбільшу пропорційність у потоці, а в серійному виробництві — уніфікація технології та застосування групової обробки. Організаційні форми потокових ліній досить різноманітні (рис. 14.1).
За ступенем спеціалізації виокремлюють такі:
• однопредметні по токові лінії, що звичайно є постійними-потоковими, для яких характерні: виробництво одного виду продукції протягом тривалого періоду часу до зміни об'єкта виробництва на заводі; постійно діючий незмінюваний технологічний процес; великий масштаб виробництва однотипної продукції. Ці лінії, як правило, застосовуються в умовах масового або великоесрійного виробництва;
• багатопредметні потокові лінії, що створюються в тих випадках, коли програма випуску продукції одного виду не забезпечує достатнього завантаження комплекту устаткування лінії. Залежно від методу чергування об'єкта виробництва багатопредметні лінії є таких видів:
— перемінно-потокові — це лінії, на яких обробляється кілька конструктивно-однотипних виробів різного найменування, обробка здійснюється по черзі через визначені інтервали часу з переналагодженням робочих місць або без їхнього переналагодження;
— групові — це лінії, на яких обробляється кілька виробів різних найменувань за груповою технологією і з використанням групового оснащення або одночасно, або по черзі, але без переналагодження устаткування.
За ступенем безперервності технологічного процесу виокремлють:
• без перервно-потокові — це лінії, на яких предмети праці з операції на операцію передаються безупинно поштучно або невеликими транспортними партіями за допомогою механізованих або автоматизованих транспортних засобів через одна
ковий проміжок часу. При цьому час виконання всієї операції технологічного процесу на певному робочому місці має дорівнювати або бути кратним тактові, тобто технологічний процес має бути синхронізований;
• перервно-потокові лінії, що створюються, коли відсутня рівність або кратність тривалості операцій тактові і повна безперервність виробничого процесу не досягається. Для підтримки безперервності процесу па найбільш трудомістких операціях створюються міжопераційні оборотні заділи.
За способом підтримки ритму виокремлюють:
• ліній з регламентованим ритмом, характерні для безперервно-потокового виробництва. На них ритм підтримується за допомогою конвеєрів, що переміщують предмети праці з визначеною швидкістю, або за допомогою світлової або звукової сигналізації за відсутності конвеєрів;
• лінії з вільним ритмом, що не мають технічних засобів, строго регламентованого ритму роботи. Ці лінії застосовуються для будь-яких форм потоку, і дотримання ритму в цьому разі покладається безпосередньо на працівників певної лінії.
За видом використання транспортних засобів є такі види потокових ліній:
• з транспортними засобами безперервної дії залежно від функцій, виконуваних цими засобами, що підрозділяються на:
— лінії з транспортним конвеєром — призначені для транспортування предметів праці і підтримки ритму роботи лінії;
— лінії з робочим конвеєром — це лінії, де робочі конвеєри є не тільки транспортними засобами безперервної дії, що виконують функції транспортних конвеєрів, а й становлять систему робочих місць, на яких здійснюються технологічні операції без зняття предметів праці;
— лінії з розподільним конвеєром — це потокові лінії з виконанням операцій на стаціонарних робочих місцях і з різною кількістю робочих місць-дублерів на окремих операціях, коли для підтримки ритмічності необхідно забезпечити чітке адресування предметів праці на робочі місця;
• з транспортними засобами дискретної дії. До транспортних засобів дискретної дії належать: безприводні транспортні засоби (рольганги, схили, спуски); підйомно-транспортне устаткування циклічної дії (бруківки крани, монорейки з тельферами, електровізки, електрокари та ін.);
• без наявності транспортних засобів — це лінії з нерухомим предметом праці.
За характером руху конвеєра виокремлюють такі:
• лінії з безперервним рухом конвеєра, що створюються в тих випадках, коли за умовою технологічного процесу операції мають виконуватися під час руху робочого конвеєра без зняття предметів праці з робочих місць або операції виконуються на стаціонарних робочих місцях;
• лінії з пульсуючим рухом конвеєра^ які створюються в тих випадках, коли за умовою технологічного процесу операції мають виконуватися за нерухомого об'єкта виробництва на робочому конвеєрі. У цьому разі привід конвеєра включається автоматично через заданий інтервал часу тільки на час, необхідний для переміщення виробів на паступну операцію.
За рівнем механізації процесів визначають такі види потокових ліній:
• автоматичні, що характеризуються об'єднанням у єдиний комплекс технологічного і допоміжного устаткування і транспортних засобів, а також автоматичним централізованим керуванням процесами обробки і переміщення предметів праці;
• напівавтоматичні, агреговані зі спеціальних верстатів-напівавтоматів (з послідовним, послідовно-рівнобіжним, паралельним агрегуванням).
Перераховані ознаки різних різновидів потокового виробництва дають змогу скласти їхню узагальнюючу класифікацію (табл. 14.1).
14.3. Особливості організації багатопредметної потокової лінії
14.4. Економічна ефективність потокового виробництва
Тема 15. ОРГАНІЗАЦІЙНО-ВИРОБНИЧЕ ЗАБЕЗПЕЧЕННЯ ЯКОСТІ ТА КОНКУРЕНТОСПРОМОЖНОСТІ ПРОДУКЦІЇ
15.1. Якість продукції, показники і методи оцінки її рівня
15.1.1. Якість продукції: основні поняття, терміни і визначення
15.1.2. Стадії формування якості продукції промислового виробництва
15.1.3. Зміст і методи оцінювання рівня якості продукції
15.2. Вітчизняний і закордонний досвід організації систем якості на підприємстві
15.2.1. Еволюція уявлень про якість