Нова або вдосконалена техніка повинна бути кращою й ефективнішою, ніж та, замість якої вона створюється і буде вироблятися, з виробничого чи експлуатаційного або обох підходів.
У першому випадку до нової (удосконаленої) конструкції висуваються вимоги як до об'єкта виробництва на заводі-виготівнику. Головними є економічність виробництва, мінімальні строки його підготовки й освоєння. Економічність виготовлення кожної нової конструкції залежить від її технологічності від того, наскільки прогресивними і продуктивними будуть застосовувані технологічні процеси. Конструкція є технологічною, якщо вона економічна для виробництва.
За наявних декількох варіантів конструкції техніки, що цілком відповідають експлуатаційним вимогам, перевага надається більш технологічному.
Для вибору найкращого варіанта конструкції існує низка показників технологічності:
— трудомісткість виготовлення — абсолютна (на один виріб) і відносна (на одиницю встановленої потужності, продуктивності);
— матеріалоємність або маса конструкції — абсолютна чи відносна;
— трудомісткість підготовки виробу до функціонування;
— ступінь конструктивної стандартизації й уніфікації;
— капіталовкладення у виробництво нової продукції;
— собівартість і відпускна ціна нової продукції;
— прибуток і рентабельність виробництва. Трудомісткість виготовлення продукції визначається в
процесі її проектування і є досить важливим показником. Більш технологічною вважається та конструкція, що за інших рівних умов менш трудомістка. Зниження трудомісткості виробу на стадії його виробництва — одне з найважливіших завдань, вирішення якого очікують від розробників. Значні можливості зниження трудомісткості закладені в правильному виборі сучасних прогресивних методів отримання заготовок, раціональному виборі квалітетів і класів жорсткості. На зміну обробки деталей різанням (механообробна) поступово приходять точні методи формоутворення деталей — штампування, пресування, лиття під тиском та ін.
Матеріалоємність характеризує загальну витрату матеріалу на виготовлення певної конструкції виробу або питому матеріалоємність на експлуатаційний параметр. У багатьох випадках у конструктора є можливість під час проектування деталі вибрати матеріал із двох або навіть багатьох, що забезпечують однакові експлуатаційні властивості деталі, але різні за вартістю, трудомісткістю обробки, а іноді сприяють зниженню маси виробу.
Підвищення визначального експлуатаційного показника виробу, як правило, дає зниження матеріалоємності і трудомісткості в розрахунку на одиницю основного параметра. При цьому зниження питомої матеріалоємності на одиницю потужності або іншого параметра відбувається значно швидше, ніж зменшення загальної витрати матеріалу на одиницю виробу.
Трудомісткість підготовки виробу до функціонування визначається в процесі проектування і залежить від складності регулювально-настроювальних процесів, проведених з метою отримання необхідних техніко-економічних параметрів. Можливості зниження трудомісткості закладені в якості використовуваної контрольно-вимірювальної апаратури і спеціальних стендів для випробувань.
Ступінь конструктивної стандартизації й уніфікації — це показник, який характеризує конструкцію виробу з погляду реалізації в ній стандартизованих і уніфікованих деталей, що приводить до підвищення обсягу випуску однотипних деталей, складальних одиниць, виробів у цілому, а також до застосування більш прогресивної технології, а це, як наслідок, дає змогу не тільки істотно знизити трудомісткість виготовлення, а й дещо зменшити матеріалоємність.
Капіталовкладення у виробництво нової продукції характеризують загальні витрати на придбання додаткового і виготовлення нестандартного устаткування та перепланування у виробничих цехах, створення виробничих запасів. Чим менші потреби підприємства в капіталовкладеннях, тим технологічніша нова конструкція виробу.
Собівартість, прибуток і рентабельність нової конструкції виробу є узагальнюючими показниками її технологічності.
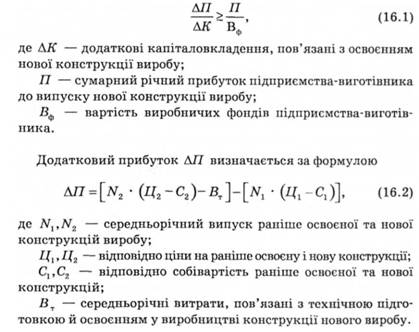
З виробничого погляду нова конструкція буде вважатися технологічною, а отже, й ефективною в тому разі, якщо додатковий прибуток ( А/7), отриманий у результаті освоєння, випуску і реалізації нової продукції, забезпечить рентабельність не нижчу, ніж середня сформована рентабельність на підприємстві-виготівнику. Цій умові повинна відповідати нерівність
З експлуатаційного погляду споживача нова конструкція повинна бути:
1) більш надійною (довговічною, безвідмовною, ремонтопридатною і такою, що зберігається) в експлуатації;
2) зручною в обслуговуванні і ремонті, естетичною та безпечною в експлуатації;
3) ергономічною (з погляду психології, фізіології та гігієни праці робітників обслуговування);
4) більш продуктивною за одиницю часу;
5) більш економною в споживанні електроенергії і капіталовкладень для споживачів нової продукції;
6) забезпечувати мінімальну собівартість одиниці роботи, виконуваної виробом.
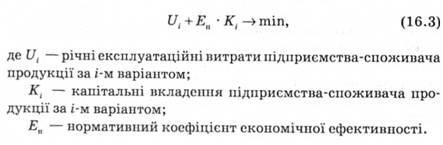
Якщо експлуатаційні властивості нової техніки підвищуються порівняно з раніше освоєною (заміненою), то економічна ефективність її визначається шляхом порівняння капітальних вкладень споживача зі зниженням собівартості роботи, виконуваною новою технікою. Кращим визнається варіант із найменшою сумою приведених витрат:
Після розрахунку суми приведених витрат за варіантами техніки можна визначити річний економічний ефект використання нової або вдосконаленої техніки.
Експлуатаційна технологічність нової техніки може бути визначена за допомогою декількох показників. При цьому варто розрізняти показники технологічності базового виробу і проектованого, а також визначати рівень технологічності як співвідношення показників технологічності проектованого і базового виробу.
16.4.1. Завдання і зміст єдиної системи технологічної підготовки виробництва
16.4.2. Автоматизація технологічної підготовки виробництва
16.4.3. Організаційно-економічні шляхи прискорення технологічної підготовки виробництва
16.4.4. Техніко-економічний аналіз і обґрунтування вибору ресурсозберігаючого технологічного процесу
16.5. Організація освоєння виробництва нової техніки
16.5.1. Організація дослідного виробництва нової техніки
16.5.2. Організаційна підготовка виробництва до промислового освоєння нової техніки
16.5.3. Організація процесу освоєння виробництва нової техніки
16.5.4. Динаміка зміни техніко-економічних показників на стадії освоєння виробництва нової техніки