Ефективність виробничого процесу залежить від часу здійснення і ступеня його неперервності. На ефективність виробничого процесу значний вплив має форма його організації, яка визначається диференціацією та розміщенням процесів виробництва у просторі й часі.
Диференціація виробничого процесу на підприємстві характеризується насамперед співвідношенням трьох основних факторів:
- обсягом і змістом виробничої програми;
- часом, який є у розпорядженні підприємства для виконання даної виробничої програми та зумовлений наявним режимом роботи і встановленими термінами виконання програми;
- простором, який виражений у виробничій площі - робочих місцях і машинах.
Склад виробничих дільниць та інших підрозділів цеху і форми їх зв'язку формують виробничу структуру цеху. Відповідно до призначення виробничих процесів, які виконують цехи, виділяють основні, допоміжні цехи та обслуговуючі господарства, в яких здійснюються відповідно основні, допоміжні та обслуговуючі процеси, про які йшлося раніше.
Отже, виробнича структура підприємства утворює комплекс основних, допоміжних цехів, обслуговуючих господарств, а також характер їх взаємних зв'язків. Машинобудівні підприємства залежно від рівня спеціалізації та кооперування мають різну структуру і склад виробничих цехів.
У структурі машинобудівного підприємства бувають цехи змішаної спеціалізації, наприклад, механоскладальні, цехи механічної обробки тощо. Під впливом науково-технічного процесу, з розвитком спеціалізації і кооперування виробнича структура машинобудівного підприємства змінюється - з'являються нові цехи, змінюються їх взаємозв'язки.
В літературі здебільшого розглядають три форми організації виробництва: групову (технологічну), предметну і потокову. Деякі автори дотримуються іншої класифікації: індивідуальна, групова (непотокова) і потокова.
Непотокова форма організації ефективна там, де є багатономенклатурна програма цеху з невеликим обсягом випуску виробів кожного типорозміру; вона характерна для одиничного і дрібносерійного виробництв.
При потоковій формі організації виробництва первинною структурною ланкою є потокова лінія виготовлення деталей або складання виробів.
Формування виробничих підрозділів підприємства у просторі відбувається переважно за двома напрямами спеціалізації:
- за однорідністю виконуваних ними технологічних процесів (технологічна спеціалізація), тобто виробничі дільниці формуються у вигляді певної групи технологічно однорідних робочих місць (машин);
- на основі технологічної послідовності операцій виготовлення виробів (предметна спеціалізація), тобто виробничі дільниці формуються з певної кількості технологічно різнорідних робочих місць (машин), які встановлюються відповідно до послідовності операцій виробничого процесу.
При технологічній формі спеціалізації у виробничих підрозділах виконують частину технологічного процесу, яка складається з однієї або декількох операцій при дуже широкій номенклатурі деталей або виробів.
Така форма спеціалізації має свої переваги і недоліки. При невеликій різноманітності операцій і обладнання полегшується технічне керівництво і створюються широкі можливості регулювання завантаження обладнання. Але при такій формі спеціалізації подовжуються маршрути руху предметів праці з багаторазовим їх поверненням на одні й ті самі дільниці. Це порушує принцип прямоточності, ускладнює узгодження роботи дільниць і призводить до збільшення тривалості виробничого циклу.
Предметна спеціалізація виробничих підрозділів характерна для заводів вузької предметної спеціалізації. Для таких підрозділів характерні різноманітне обладнання і оснащення при вузькій номенклатурі оброблюваних деталей (вузлів). Узгодження роботи виробничих дільниць значно простіше, тому що всі операції обробки сконцентровані в одному цеху. Це спрощує оперативно-календарне планування, територіально зближує окремі стадії процесу і, зрештою, скорочує виробничий цикл.
В організаційному та економічному аспекті предметно-замкнуті дільниці мають низку переваг: поліпшуються спеціалізація робочих місць, забезпечується прямоточність руху предметів праці, скорочується виробничий цикл, підвищується відповідальність за виконання завдань.
Предметно-замкнуті дільниці можна створювати за умови повного завантаження обладнання, а це досягається при значних обсягах випуску однорідної продукції.
Під час формування предметно-замкнутих дільниць виникають два типи екстремальних завдань: знаходження раціонального варіанта розміщення обладнання на дільниці (при проектуванні дільниць); оптимізація програмних завдань для наявних дільниць і обладнання.
Серед різних форм організації виробничого процесу на практиці найчастіше реалізуються наступні: для технологічно однорідних робочих місць (машин або обладнання) застосовується послідовне поєднання операцій, а для робочих місць, що розміщені за ознакою предметної спеціалізації доцільно застосування паралельно-послідовного і паралельного поєднання операцій [66].
Розглянемо організацію виробничого процесу в часі. Побудова виробничого процесу в часі характеризується структурою і тривалістю виробничого циклу. Виробничий цикл - це календарний період часу, протягом якого оброблюваний виріб або партія виробів проходять усі операції виробничого процесу або певної його частини і перетворюються на завершений продукт. Тривалість виробничого циклу визначається в одиницях календарного часу (годинах, днях, місяцях).
Тривалість циклу складається з таких елементів: тривалості циклу виготовлення деталей, в який входять заготівельна, механічна, термічна, гальванічна та інші стадії обробки; часу складання деталей у вузли та монтажу; часу складання вузлів у групи, груп - у виріб і його регулювання; часу випробування і приймання готових виробів; часу комплектування і пакування.
Загалом виробничий цикл Тц складається з тривалості виробничих операцій (технологічних, контрольних, завантажувально-розвантажувальних, транспортних, складських, природних та ін.) - назвемо її часом обробки Тоб, а також перерв, зумовлених створенням запасів, нерівномірністю виробництва, міжзмінними та іншими перервами тощо - назвемо їх часом пролежування Тпр.
Отже, тривалість циклу виготовлення виробу, незалежно від того, про який технологічний процес йдеться - заготівельний, обробний чи складальний, має вигляд:

Виріб у виробничому процесі перебуває тільки у двох станах: або його оброблюють, або він пролежує (третього стану немає).
У виробничому процесі бере участь ще один елемент виробництва - обладнання і все, що його стосується: виробничі площі, пристрої тощо. Вони в цьому процесі перебувають також тільки у двох станах: або вони працюють, або вони простоюють. Третій необхідним елементом виробничого процесу є робоча сила.
Тривалість виробничого циклу має велике економічне значення, поскільки впливає на швидкість обігу оборотних коштів, темп випуску продукції, використання виробничої площі, устаткування та інших основних фондів.
Як зазначалось вище, виробничий цикл Тв - це інтервал календарного часу від початку до закінчення процесу виготовлення виробу. Виробничий цикл є сумою технологічного циклу, часу простоїв у виробництві в зв'язку з регламентом роботи і пролежуванням виробів між операціями. Технологічний цикл Тт складається з операційних циклів То". Операційний цикл - це тривалість закінченої частини технологічного процесу, що виконується на даному робочому місті:

де п - розмір партій деталей, шт.;
і - штучно-калькуляційна норма часу, хв/шт.; сі - кількість робочих місць на операції.
Технологічний цикл багатоопераційного процесу не є арифметичною сумою операційних циклів. Його тривалість залежить від способу передачі деталей з операції на операцію (виду руху):
- послідовного;
- паралельно-послідовного;
- паралельного.
При послідовному виді руху вся партія деталей передається на наступну операцію тільки після закінчення обробки всіх деталей на попередній операції.
Тривалість технологічного циклу:

де т - кількість операцій технологічного процесу.
Тривалість виробничого циклу Твпос, включає, крім того, природні процеси Тп , міжопераційні перерви Тмо і перерви, пов'язані з режимом роботи обладнання Треж:

Для визначення виробничого циклу в календарних днях потрібно брати до уваги тривалість зміни Гзм, число змін на добу /і співвідношення між робочими і календарними днями в році к (к = 0,706):

. Т
де показник Тп вимірюється в годинах; якщо ж в хвилинах, тоді-п- . 24 o 60
При паралельно-послідовному виді руху деталі з операції на операцію передаються транспортними партіями (пТ) або поштучно пТ =1. При цьому відбувається часткове суміщення часу виконання суміжних операцій без перерв.
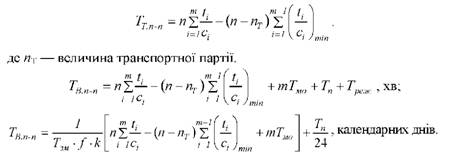
Паралельно-послідовний рух характеризується тим, що виготовлення предметів праці на наступній операції починається до закінчення обробки всієї партії на попередній операції, тобто є деяка паралельність виконання операцій.
При паралельному виді руху транспортні партії передаються на наступну операцію відразу після закінчення її обробки на попередній. В цьому випадку забезпечується найбільш короткий цикл:

календарних днів.
При побудові графіка відмічається послідовна обробка 1-ї транспортної партії без затримки на всіх операціях. Після цього потрібно відобразити безперервну обробку всіх інших передаточних партій на операції з максимальним операційним циклом. Потім визначається момент початку і закінчення обробки кожної партії на решті операцій.
Скорочення тривалості виробничого циклу дає змогу одержати великий економічний ефект завдяки прискоренню обігу оборотних коштів і, як наслідок, зменшенню потреби в них; підвищенню продуктивності праці; зменшенню трудомісткості виробу і, отже, зниженню собівартості, якщо скорочується час обробки.
Оскільки цикл складається з двох видів часу, то можна визначити два основні напрями скорочення тривалості виробничого циклу: часу обробки і часу пролежування.
Скорочення часу обробки Тоб досягається переважно за рахунок технічних (для основних операцій) і частково організаційних (для допоміжних операцій) заходів. До технічних заходів належать різні пристрої, які дають змогу зменшити витрати часу на обробку, до організаційних - заходи, які сприяють зміні організації виробничого процесу і робочого місця.
Скорочення часу пролежування Тпр досягається зміною виду руху предметів праці у виробництві.
Величина виробничого циклу залежить від рівня техніки та організацій виробництва. Тому основними шляхами скорочення його тривалості є подальше вдосконалювання конструкцій машин і механізмів, комплексна механізація та автоматизація трудових процесів, впровадження передової технології, що інтенсифікує виробничий процес, комп'ютеризація виробництва; широке впровадження прогресивних методів організації виробництва.
Максимальний ефект від впровадження передової техніки і технології виробництва може бути отриманий тільки при високому рівні організації виробництва, а впровадження прогресивних методів організації виробництва можливо при наявності відповідної техніки.
Технологічний час і час перерв у процесі праці та час природних процесів значно скорочується в результаті вдосконалювання конструкцій, удосконалення знарядь і засобів праці, а також у результаті більш ефективних технологічних процесів.
Велике значення для скорочення тривалості виробничого циклу має технологічність конструкції - властивість, що дозволяє використати у виробництві найбільш економічні технологічні процеси. Робота над створенням технологічних конструкцій виробів повинна починатися з моменту зародження їх ідеї.
Технічний прогрес у сполученні з передовою організацією виробництва - необхідна умова скорочення всіх частин виробничого циклу.
Основними ознаками, що характеризують передову організацію виробничого процесу, є: розчленовування виробничого процесу на його складові частини, одночасність роботи на всіх стадіях і безперервність усього процесу виробництва.
Впровадження потокового методу організації виробництва сприяє скороченню всіх елементів виробничого циклу, однак найбільше при цьому зменшується час перерв.
Важливим резервом скорочення тривалості виробничого циклу є раціональний вибір виду руху предметів праці. Раніше було зазначено, що паралельний вид руху доцільно використовувати на дільницях потокового виробництва. При роботі партіями і різними затратами часу на операції найбільш діючим засобом скорочення циклу є впровадження паралельно-послідовного виду руху предметів праці в процесі виробництва. Скороченню тривалості виробничого циклу сприяє створення дільниць із замкнутим технологічним циклом. При такій формі організації виробництва скорочується міжопераційне пролежування деталей, зменшується час на транспортування,
В умовах одиничного та дрібносерійного виробництва на тривалість виробничого циклу значно впливає фронт робіт, тобто кількість учасників процесу виготовлення виробу, зайнятих одночасно.
Якщо більшість деталей багатодетального виробу можна виготовляти одночасно, то цикл його виготовлення буде дорівнювати тривалості циклу однієї найбільш трудомісткої деталі плюс час на складання виробу та його випробування. Якщо ж деталі будуть вироблятися послідовно одна за одною, то цикл виготовлення виробу буде дорівнює сумі виробничих циклів всіх деталей плюс час на складання виробу і його випробування, тобто в багато разів довше, ніж у випадку одночасного виготовлення деталей. Важливу роль відіграє своєчасна та ретельно проведена оперативна підготовка виробництва (підготовка матеріалів, інструмента, технічної документації тощо). Це зменшує час перерв у процесі праці.
Скороченню перерв у процесі виробництва сприяє встановлення відповідності між пропускною здатністю окремих цехів, груп устаткування або робочих місць усередині цехів. У випадках, коли яке-небудь робоче місце має меншу пропускну спроможність, ніж попереднє, тут накопичується незавершене виробництво, збільшується час пролежування, подовжується виробничий цикл.
Велике значення для скорочення тривалості циклу виробництва має робота підприємства за заздалегідь складеним графіком. Наявність таких графіків дає можливість вчасно підготувати весь необхідний інструмент, пристосування, матеріали, напівфабрикати, документацію.
Для дотримання графіка випуску готової продукції необхідна чітка організація постачання та запуску у виробництво деталей у кількості, що забезпечує їх нормальний заділ, а також безперебійне надходження їх у цехи, що випускають готову продукцію.
Скорочення тривалості виробничого циклу, як уже сказано, має своїм безпосереднім результатом прискорення оборотності обігових коштів. При цьому потрібно мати на увазі, що заходи щодо скорочення тривалості виробничого циклу, як правило, дають комплексний економічний ефект [63]. Вони створюють передумови поліпшення використання виробничих потужностей, підвищення продуктивності праці, зниження собівартості продукції.
Таким чином, скорочення тривалості виробничого циклу є важливим джерелом всебічного поліпшення техніко-економічних показників роботи підприємства і повинне бути об'єктом серйозної уваги всіх працівників підприємства.
Розділ 5. Управління процесом проектування операційної системи
5.1. Основи проектування операційної системи
5.1.1. Передумови проектування операційної системи
5.1.2. Методика проектування операційної системи виробничого підприємства
5.1.3. Основні етапи процесу проектування продукту
5.1.4. Управління якістю при проектуванні виробу
5.1.5. Вартісний аналіз та його етапи
5.1.6. Проектування процесу виробництва продукції чи надання послуг
5.1.7. Критерії та методи розташування виробничих об'єктів