У теорії та практиці облік незавершеного виробництва традиційно поділяється на оперативний і бухгалтерський, що також має бути враховано під час формування облікової політики.
Тому необхідно впорядкувати рух інформації про стан незавершеного виробництва, для чого на підприємствах розробляють графіки документообігу, в основу яких покладено відбір документів, установлення відповідальних за їх складання осіб та строків подання документів. На рис. 2.5 узагальнено документування процесу формування та оцінки незавершеного виробництва у машинобудуванні.
Оперативний облік ведеться в цехах у натуральному вираженні на підставі первинних документів з обліку виробітку і внутрішнього руху напівфабрикатів.
Порядок оперативного обліку руху заготівель і деталей, що перебувають у процесі оброблення, залежить від складності, організації і технології виробництва, номенклатури випуску, порядку приймання готової продукції працівниками відділу технічного контролю, порядку зберігання міжопераційних заділів тощо.
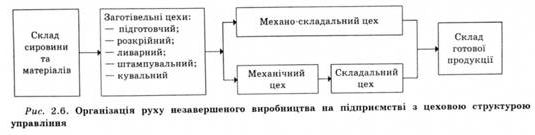
Перш за все на організацію оперативного обліку незавершеного виробництва впливає структура управління виробництвом: виокремлюють підприємства з цеховою та безцеховою структурами управління. На підприємствах, що характеризуються безцеховою структурою, облік руху незавершеного виробництва організується лише як облік руху між окремими операціями технологічного процесу. Підприємствам з цеховою структурою управління притаманні як внутрішньоцехова, так і міжцехова системи обліку руху незавершеного виробництва. Схема руху незавершеного виробництва на машинобудівних підприємствах із цеховою структурою управління подана на рис. 2.6.
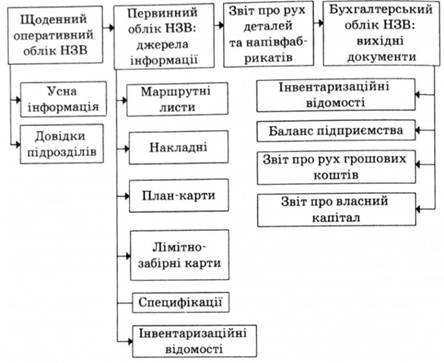
Рис. 2.5. Документальне оформлення руху інформації про залишки незавершеного виробництва (НЗВ)
Таким чином, під час обґрунтування елементів облікової політики незавершеного виробництва необхідно кваліфікувати структуру управління підприємства.
Впливає на організацію обліку незавершеного виробництва також організація складського господарства на підприємствах, які відповідно до цієї ознаки поділяються на дві групи. Організація складського господарства на підприємствах першої групи передбачає лише наявність складів сировини і матеріалів та готової продукції, а підприємства другої групи забезпечені, крім цього, складами чи коморами кожного структурного підрозділу, що забезпечує більшу достовірність облікових даних про залишки незавершеного виробництва та рівень їх оброблення за кожним цехом, а відповідно, й усім підприємством.
Отже, під час обґрунтування елементів облікової політики незавершеного виробництва необхідно враховувати організацію складського господарства.
Для запобігання необгрунтованому збільшенню залишків незавершеного виробництва на підприємстві доцільно відстежувати порядок їх формування та переміщення за всіма операціями технологічного процесу впродовж усього часу виготовлення готової продукції.
Контроль за рухом деталей і напівфабрикатів за окремими виробничими операціями здійснюється на підприємстві у системі внутрішньоцехового обліку незавершеного виробництва, в межах якого і формується початкова інформація про хід виробничого процесу. При цьому облік руху незавершеного виробництва починається з першої операції оброблення сировини та матеріалів, оскільки, відповідно до загальноприйнятої практики, що не суперечить чинному законодавству, сировина і матеріали вважаються незавершеним виробництвом у випадку, якщо вони пройшли першу операцію оброблення за технологічним маршрутом.
Оскільки процес виготовлення продукції розпочинається, як правило, у заготівельних цехах, То перш за все необхідно визначити організаційні аспекти обліку незавершеного виробництва в цих підрозділах, а саме методи документування використання матеріалів. У заготівельних цехах машинобудівних підприємств для посилення контролю доцільно застосовувати метод сигнального документування та метод партіонного розкрою.
Метод сигнального документування застосовується до матеріалів, облік яких ведеться за кожною одиницею. Під час використання цього методу відпуск матеріалів у межах норм витрачання оформляються звичайними первинними документами, а додаткове витрачання - спеціальними сигнальними документами.
Метод партіонного розкрою застосовується до матеріалів, що обліковуються за площею. Розкрій кожної партії таких матеріалів оформлюється карткою або актом розкрою матеріалу. У заготівельних цехах машинобудівних підприємств для обліку деталей та контролю за використанням спожитого на виробництві матеріалу (листової сталі, смуг, прутів та інших профілів металу) застосовують листи розкрою.
У них зазначають кількість нарізаних деталей, фактичне витрачання металу на їх виготовлення, відхилення фактичного витрачання від поточних норм, а також контролюється правильність витрачання металу в процесі виробництва. Фактична кількість деталей, що були розкроєні, зіставляється з контрольним розрахунком їх виходу (завданням). Нарізані заготовки приймає майстер або контролер, їх фактична кількість зазначається у відповідному розділі листа розкрою або у рапорті про виробіток.
Якщо неможливе застосування перших двох методів контролю витрачання матеріалів, то використовується інвентарний метод, який передбачає визначення фактичного витрачання матеріалу шляхом проведення щомісячної інвентаризації, а як первинний документ з обліку виготовлених деталей на машинобудівних підприємствах складають "Звіт про використання металу".
Таким чином, у процесі розроблення організаційної моделі обліку незавершеного виробництва необхідно обґрунтувати доцільний варіант документування витрачання матеріалів.
У ливарних цехах машинобудівних підприємств деталі починають обліковуватись у вибивному відділені. Кількість вибитих з форм деталей зіставляється з кількістю заформованих деталей, результат відображається у рапорті виходу деталей окремо за придатними та відбракованими деталями. Для перевірки підрахунку отриманих деталей їх вага зіставляється з вагою рідкого металу. За кожним окремим виплавленням і в цілому за місяць за видами лиття складається журнал лиття, де зазначається шихтовий матеріал, відходи, вихід придатного лиття і браку. Відлиті деталі обліковуються за рапортами дільниць.
Отже, вибір варіанта документування зумовлений особливостями виробничих процесів у заготівельних цехах.
Контроль за рухом деталей і вузлів у межах основних цехів здійснюється на підставі документів з обліку виробітку. За інформацією, що відображається в цих первинних документах, у виробничо-диспетчерських відділах цехів складається графік руху деталей і вузлів. У ньому відображається вся номенклатура деталей і вузлів, що виготовляються кожного робочого дня та наростаючим підсумком з початку місяця. Він показує надходження і передавання деталей і вузлів, залишки незавершеного виробництва.
На машинобудівних підприємствах виробничий відділ має складати два графіки руху деталей і вузлів. Перший - за кожним структурним підрозділом (цехом), що дає змогу визначити добовий темп виконання виробничого завдання наростаючим підсумком за місяць (добовий темп виконання). Другий - відображає міжцехову передачу і заповнюється щодня наростаючим підсумком за місяць на підставі приймально-здавальних накладних. Підсумок передавання за місяць зіставляється з даними виробничо-диспетчерських бюро цехів.
Ще одним, елементом облікової політики в частині документування незавершеного виробництва є наявність та призначення графіків руху деталей і вузлів.
На машинобудівних підприємствах для обліку виробітку використовуються наряд, картка розкрою, маршрутний лист.
У заготівельних та механічних цехах серійного та індивідуального виробництва облік і контроль за рухом деталей у виробництві, правильністю застосування розцінок, оцінкою незавершеного виробництва, повнотою оформлення відбракованих деталей здійснюється за допомогою маршрутної системи.
Підприємства, що застосовують маршрутну систему, умовно можна поділити на дві групи. У першій групі маршрутний лист як єдиний комбінований первинний документ заміщує низку документів і забезпечує облік виробітку, визначення розміру оплати праці і контроль за рухом незавершеного виробництва у процесі виробництва. При цьому з огляду на комплексність маршрутного листа використовують такі його види:
- наряд або картка розкрою на різку заготовок, де враховується витрачання матеріалів, рух заготовок і заробітна плата за заготівельним цехом;
- маршрутний лист, призначений для обліку руху заготовок і деталей, визначення виробітку і заробітної плати в обробних цехах відповідно до відомостей відділу головного технолога.
До другої групи належать підприємства, де маршрутний лист використовується як первинний оперативний документ з міжопераційного обліку руху незавершеного виробництва. Тобто за допомогою маршрутної системи здійснюється лише контроль за рухом незавершеного виробництва, а облік виробітку і визначення розміру оплати праці здійснюється в окремому первинному документі - змінному рапорті.
На підприємствах цієї групи після виконання кожної операції контролер відділу технічного контролю чи майстер після кожної операції робить позначку про приймання партії деталей у маршрутному листі й одночасно записує дані про виробіток до змінного рапорту або іншого документа з обліку виробітку. Після цього деталь разом з маршрутним листом передається на наступну операцію. Маршрутний лист у такому випадку не є первинним документом для нарахування заробітної плати, а лише відображає проходження партії деталей за технологічним маршрутом.
Використання маршрутних листів як комплексних документів дає можливість спростити документообіг та узгодити дані про кількість виконаних деталеоперацій та залишки незавершеного виробництва.
Документальне оформлення внутрішньоцехового руху незавершеного виробництва дає змогу формувати інформацію про обсяги незавершеного виробництва та про його місцезнаходження на окремих операціях оброблення в межах кожного окремого цеху.
Однак на підприємствах із цеховою структурою управління технологічний процес, як правило, передбачає оброблення продукції у декількох цехах підприємства, тому незавершене виробництво наприкінці місяця може перебувати у процесі транспортування чи оброблятись за міжцеховою кооперацією в іншому структурному підрозділі. Спостереження, документальне оформлення та облік руху деталей, вузлів і напівфабрикатів власного виробництва між цехами підприємства, а також між цехами і складами підприємств чи виробничо-диспетчерських відділів здійснюються у системі міжцехового обліку незавершеного виробництва. Ведуть цей облік на підприємстві працівники виробничо-диспетчерських бюро, а також працівники складського господарства.
На організацію обліку міжцехового руху незавершеного виробництва значно впливає система первинного оформлення процесу приймання-передавання деталей, що застосовуються на підприємстві. На машинобудівних підприємствах застосовується документальна і бездокументна системи обліку.
У процесі використання документальної системи незавершене виробництво, що пройшло оброблення в заготівельних, пресових та ливарних цехах, передається в обробні і складальні цехи за накладними, супроводжувальними ярликами, специфікаціями, картками складського обліку. В умовах масового виробництва міжцехове передавання оформлюється накопичувальними відомостями, які виписуються цехами-поста-чальниками.
З метою спрощення міжцехового обліку руху деталей окремі підприємства для оформлення багаторазового передавання замість разових накладних використовують карти подання заготовок, деталей, вузлів (план-карти). Ці документи виписуються на місяць на кожне найменування виробу у виробничо-диспетчерських бюро цеху-постачальника у двох примірниках на підставі місячного виробничого завдання за виготовлення продукції. Один примірник карти подання залишається у цеху-постачальнику, другий передається цеху-одержувачу. Під час складання карти заздалегідь визначаються строки та обсяги постачання в межах затвердженого ліміту.
Бездокументна форма передавання незавершеного виробництва застосовується на практиці у двох варіантах. За використання першого до розрахунку списання незавершеного виробництва з цеху включається лише кількість деталей на товарний випуск усього підприємства, а під час використання другого - на товарний випуск кожного цеху. За першого варіанта первинна документація протягом місяця не оформлюється. Кількість деталей, що надійшли до складального цеху, визначають за випуском готової продукції і кількістю деталей кожного найменування, що входить до виробу згідно з комплектувальними відомостями або складальними специфікаціями, та кількістю деталей і вузлів, які здані на склад відділу збуту або цеху запасних частин.
До складу готової продукції не зараховуються брак, зміна залишків незавершеного виробництва, а також втрати під час міжцехового транспортування. Тому застосування цього варіанта доцільне там, де наявні стабільні залишки незавершеного виробництва в натуральному вираженні і рівномірне нарощування витрат з виготовлення продукції. Застосування цього варіанта вимагає у першу чергу ритмічної роботи підприємства.
Варіант, що базується на визначенні товарного випуску кожного цеху, передбачає включення до складу цього випуску зміни залишків незавершеного виробництва. Перевага цього варіанта полягає у тотожності товарного випуску цехів та виробітку бригад. Його застосування передбачає проведення інвентаризації і виявлення браку. Кінцевою продукцією при цьому може бути не лише готовий виріб, а й вузол, агрегат залежно від спеціалізації складальних чи механоскладальних цехів.
За цим варіантом у внутрішніх регламентах підприємства має бути передбачено проведення інвентаризації незавершеного виробництва.
Результати розрахунків за будь-якого варіанта бездокументного передавання оформлюються актами або відомостями здавання напівфабрикатів за заздалегідь встановленою номенклатурою, де зазначається кількість придатних і відбракованих деталей, зміна залишків незавершеного виробництва.
На практиці застосовуються й інші варіанти документального оформлення міжцехового руху незавершеного виробництва. При цьому організацію такого оформлення зумовлюють порядок внутрішньоцехового обліку, процес транспортування і зберігання у міжцехових складах.
Таким чином, на формування облікової політики щодо незавершеного виробництва впливає варіант оформлення міжцехового руху незавершеного виробництва.
На організацію обліку руху незавершеного виробництва впливає тип організації виробництва, згідно з яким виокремлюють подетальний та подетально-поопераційний види обліку. У масово-потоковому виробництві, як правило, ведеться подетальний облік. Деталі, оброблення в заготівельних, ливарних чи кувальних цехах, приймаються робітниками відділу технічного контролю й оформлюються приймальною квитанцією. Після цього деталі передаються до комори готових деталей або на склад виробничо-диспетчерського відділу, а коли їх немає безпосередньо цехам споживачів. Цей вид обліку забезпечує лише інформацію про кількість незавершеного виробництва.
Підприємства серійного виробництва ведуть подетально-поопераційний облік руху деталей у картках, які відкриваються на кожне найменування незавершеного виробництва. В цих картках зазначаються всі технологічні операції оброблення кожної деталі. Записи про надходження заготовок чи матеріалів у цех здійснюють на підставі документів, якими оформляються міжцеховий рух незавершеного виробництва.
Під час видавання заготовок чи матеріалів з комори цеху дільницям для виконання першої операції в картці зазначають їх кількість, а також дату і табельний номер робітника, що буде обробляти заготовки або матеріали. Для обліку кількості придатних і відбракованих деталей після виконання першої і всіх наступних операцій застосовують робочі наряди. Передавання завершених обробленням деталей в інший цех чи на склад відображається в картці на підставі тих самих документів, що і надходження заготовок чи матеріалу на склад.
Записи в картках виконуються щодня на підставі первинних документів, що дає можливість кожного дня мати достовірну інформацію як про обсяги незавершеного виробництва, так і про ступінь його оброблення. Щомісяця підбивають підсумки за картками для виявлення залишків деталей на кожній виробничій операції. Бухгалтерія має періодично перевіряти записи в картках, оскільки кількісні дані карток повинні відповідати виробітку робітників, який зазначений у відрядних нарядах. Це має бути передбачено внутрішніми регламентами. У процесі перевірки зіставляється кількість деталей, які надійшли на оброблення, кількість зданих придатних деталей, необроблених і браку.
Таким чином, під час формування облікової політики незавершеного виробництва необхідно обрати види обліку деталей: подетальний та подетально-поопераційний.
На машинобудівних підприємствах підсумковим документом оперативного обліку незавершеного виробництва є баланс руху деталей. Його форма залежить від характеру й умов виробництва, проте заповнення балансу завжди здійснюється на підставі такого балансового рівняння:
ЗНВ0 + Яд = Лд + Б + ЗЯЗВ,,
де ЗНВ0, ЗНЗВХ - залишки незавершеного виробництва на початок та кінець місяця;
Яд - надходження деталей до цеху;
Яд - передача або витрачання деталей;
Б - документально оформлений брак.
2.3.4. Інвентаризація незавершеного виробництва
2.3.5. Фактори та елементи облікової політики в частині незавершеного виробництва
2.4. Галузевий аспект формування облікової політики на прикладі ресторанного господарства
2.4.1. Типізація закладів ресторанного господарства з метою розроблення облікової політики
2.4.2. Облікові моделі як основа формування облікової політики
2.5. Податковий аспект облікової політики
Розділ З. Організаційні та управлінські аспекти формування облікової політики
3.1. Облікова політика як елемент організації функціонування обліково-економічної служби суб'єкта господарювання
3.2. Облікова політика як складова системи управління